
Full resolution (JPEG) - On this page / på denna sida - Häfte 13. 29 mars 1941 - »Flytande arbete» vid reparation av personvagnar, av T. Norinder - Erfarenheter av flytande tillverkning vid Konfektionsbolaget Junex i Huskvarna

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
följa vagnen genom verkstaden. Lyftningen utföres
som framgår av fig. 2 med hjälp av elektriskt drivna
lyftbockar, som snabbt föra upp vagnen i lämplig
arbetshöjd.
I takt 5 företages därefter rengöring av
underredet och i takt 6 tvättning eller avlutning av
vagnskorgen.
I takt 7, som är den ojämförligt viktigaste, utföras
alla järn-, plåt-, rör- och elektriska arbeten på
vagnskorg och underrede, såsom revision av broms,
värmeledning, belysning och vattenledning, utbyte av
balkar, nedtagning och uppsättning av plåtklädsel.
Här utföras också erforderliga träarbeten på
korgstommen. Förskjutbara arbetsplattformar underlätta,
som framgår av fig. 3, i hög grad arbetet.
I takt 8 utföras erforderliga arbeten på vagnens tak
och arbetsplatsen är fördenskull utrustad med fasta
plattformar, som sträcka sig på båda sidor utefter
vagnens hela längd.
I takt 9 utföres grundning och annan
underbehandling för målningen.
I takt 10 företages sprutmålningen, som går så till
att vagnen med linspel sakta föres genom en
portal-liknande sprutbox, där sprutning av båda
vagnssidorna och underredet sker samtidigt.
Målningsarbetena, som förr fordrade omkring 30 dagar, genomföras
nu på 10—13 dagar. Målarverkstaden är avgränsad
från den övriga verkstaden med en 55 meter lång
luftridå,
I takt 11 kompletteras vagnen, varvid inredningen
efter renovering i hjälp verkstäderna återinsättes.
I takt 12 avväges och utbalanseras den färdiga
vagnskorgen och justeras boggicentrumlager och
glid-klotsar.
I takt 13 utbytas verkstadstrallorna mot
nyrevide-rade boggier. Bufferthöjden justeras och
komplettering och provning av anordningarna i underredet
utföras.
I takt 14, som är belägen utanför verkstaden, får
vagnen en sista avstädning, varefter mattor och
annan lös utrustning inplaceras.
Efter avsyning är vagnen färdig och går slutligen
på provtur, varvid kontrollanter från mottagande
linjemyndigheter äro närvarande.
Det kan förefalla som om alla dessa flyttningar mellan
de olika arbetsplatserna skulle taga en avsevärd del
av verkstadstiden i anspråk, men så är icke
förhållandet. Vagnen flyttas med skjutbordet omkring 600
meter på sammanlagt ej mer än 3 timmar, dvs. endast
en bråkdel av totala genomloppstiden.
Under det vagnen passerar huvudarbetsgången, få
det borttagna detaljerna sin behandling i de olika
hjälp verkstäderna och även här tillämpas i största
möjliga utsträckning "flytande arbete".
Det är av största vikt, att hjälpverkstäderna arbeta
fullt i takt med huvudarbetsgången och för detta
ändamål upprättas särskilda tidtabeller, som angiva
den tidpunkt, då resp. hjälp verkstäder skola avlämna
detaljerna.
Sedan arbetet år 1936 kom igång, har, som framgår
av fig. 4, arbetsresultatet visat en tämligen oavbruten
stegring och utgör nu omkring 180 vagnar per år eller
genomsnittligt 15 vagnar per månad. Detta är icke
något toppresultat för anläggningen. Verkstadstiden
per revision har nu nedgått till omkring 50 dagar.
Vid planläggningen beräknades 65 dagar. Före in-
förandet av det nya arbetssättet erfordrades för
motsvarande arbete väsentligt längre tid. Den
åstadkomna minskningen av verkstadstiden har medfört
en besparing av boggivagnar till ett värde av
omkring 1,3 mill. kronor eller ungefär samma belopp,
som hela verkstadsombyggnaden krävt.
Karakteristiskt för det tillämpade systemet är
planmässigheten och den stränga arbetsfördelningen.
Detta möjliggör ett bättre arbetsresultat såväl
kvalitativt som kvantitativt. Genom den noggranna
arbetsplanläggningen är varje arbetare på förhand
un-derkunnig om vad han skall göra. Planmässigheten
och ordningen i arbetet ge dessutom arbetsledningen
större möjligheter att effektivt ingripa och
tillrättalägga varje störning, som kan inträffa i driften.
Någon tryckande enformighet i arbetet har icke
givit sig tillkänna, utan personalen finner sig väl
tillrätta i de nya förhållandena och det är säkerligen
ingen, som nu på allvar skulle vilja tänka sig en
återgång till det gamla.
T. Norinder.
Erfarenheter av flytande
tillverkning vid Konfektionsbolaget
Junex i Huskvarna.
Konfektionsindustrien är en mycket ung
industrigren, inom vilken ännu knappast några utbyten av
erfarenheter mellan olika företag ägt rum. Det är
därför möjligt, att de erfarenheter, som gjorts inom
vårt företag äro speciella för detta.
Förutsättningarna för en strängt styrd, flytande
tillverkning äro mycket olika inom olika grenar av
konfektionsindustrien. Allt ifrån enkla "vitvaror"
av olika slag och överdragskläder variera
produkterna upp till individuellt utformade modekappor och
stilklänningar för damer.
Om också vid ytligt betraktande
konfektionstillverkningen kan synas mycket likformig, så är detta
dock långt ifrån alltid fallet. Kravet på viss
individualitet i varans utformning med detalj avvikelser
i utförandet och variationen av tyger i samma
modeller vålla svårigheter.
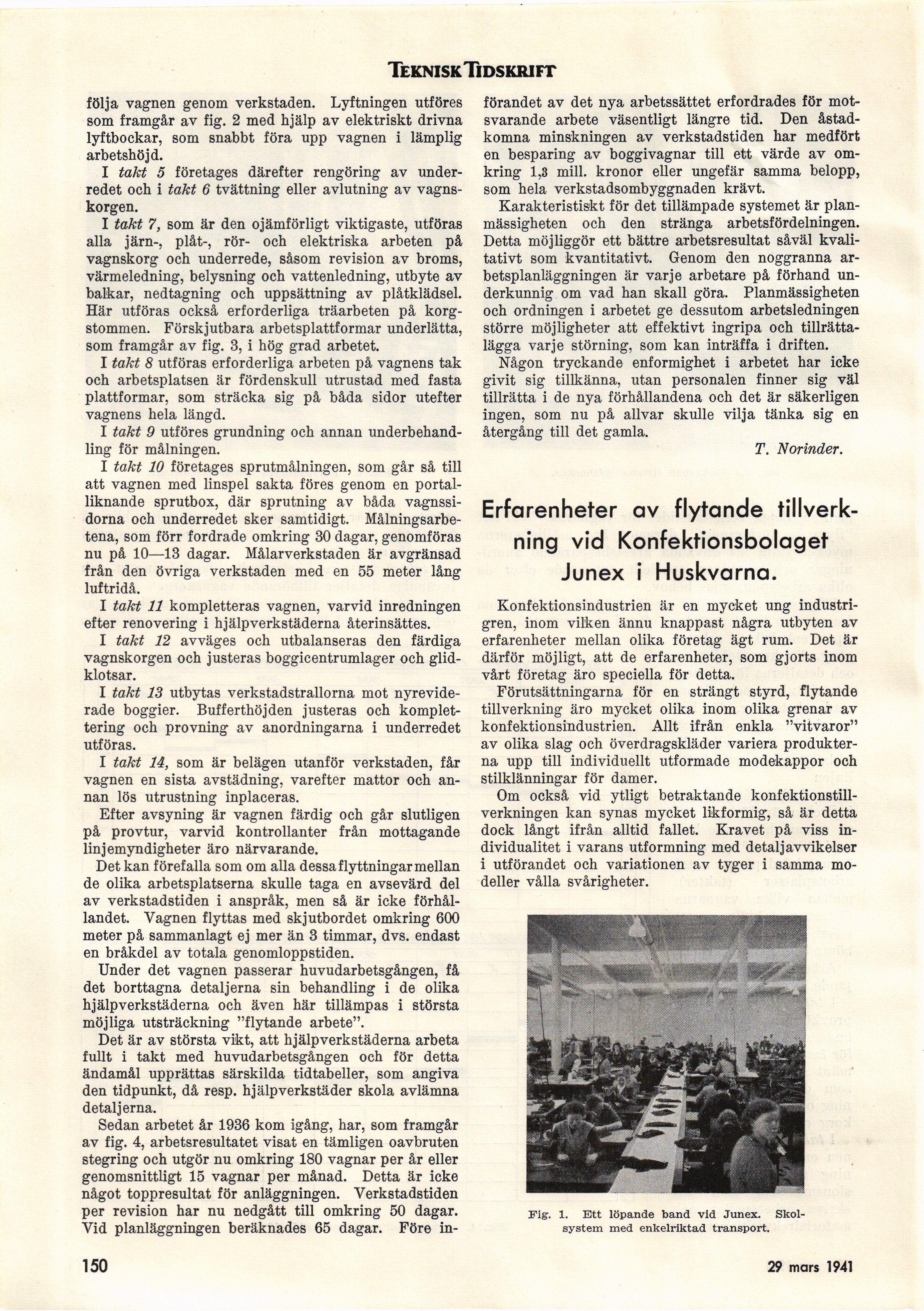
Fig. 1. Ett löpande band vid Junex.
Skolsystem med enkelriktad transport.
150
24 mars 1941
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}