
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Bergsv etenskap
klasserna behandlas pä sättmaskinen Sättmaskinerna
äro av vanlig Joplin-typ med en slaglängd av ca 40
mm, och deras kapacitet är omkring 1 ton per timme.
Till sättmaskinerna ingående godsets halt av cyanit
varierar från 65 till 85%, och slutprodukten håller
mer än 9 5 ’%. De slutliga orena beståndsdelarna
utgöras huvudsakligen av kvarts, fastsittande vid och
inväxt i de stora cyanitkristallerna. Fastän det mesta
av cyaniten säljes i denna form, producerar man i
vissa fall genom en ytterligare våtmalningsprocess ett
finkornigare koncentrat med något lägre halt av orena
mineral än den i sättmaskinerna avseparerade
slutprodukten.
I samverkan med Bureau of Mines i Tuscaloosa har
man slutfört en lyckad preliminär undersökning i
halvstor skala över möjligheten att flotera cyaniten upp
till 97 % med högst 0,7 % järnoxid. Denna process
bör kunna reducera kostnaderna både för
bearbetningen i kollergången och den i sättmaskiner följande
separationen, emedan många av orenheterna lättare
skulle kunna avlägsnas genom en flotation, och
därigenom skulle denna process’ extrakostnader
kompenseras.
Tidigare vid en liknande flotationsprocess använda
reagens ha visat sig lämpliga för denna malm, och
flotationsprocessen bör därför kunna användas i
stället för "siktning och bordsanrikning för avskiljning
av glimmern. Glimmern borde kunna utvinnas till en
kostnad jämförlig med kostnaden för den nuvarande
processen och med förbättrade egenskaper, så att den
också skulle kunna försäljas.
E. R—s.
Några praktiska resultat med gjutna ändlinlås.
På grund av stora kostnader för splitsning av linor
jämte den förlust i linlängd, som denna metod
medför, hade ingenjör K. H. Cederlund vid Kungl,
armé-förvaltningen redan våren 1941 igångsatt prov med
nya ändlinlås och därvid huvudsakligen försökt med
gjutna linlås, av vilka han hade erfarenhet från sin
vistelse i Förenta staterna. En viss nytta hade han
också av min artikel ’beträffande linlås i Teknisk
tidskrift, Bergsvetenskap, sid. 28, häfte 4, 1941. Det
gällde, att snabbt skaffa fram lätta och små samt
fullständigt säkra linlås till diverse materiel inom
tygdepartementet.
Flera typer av gjutna linlås tillverkades hos olika
fabrikanter, varefter dragprov utfördes på dessa
förband, dels vid Statens provningsanstalt och dels vid
Kungl, arméförvaltningen. Då det torde vara av stort
intresse för bergsmännen, som ha mycket med
linlås att göra, att erfara resultaten från försöken,
meddelas härmed ett utdrag av dessa. De första
proven utföllo mindre lyckat men sedan
tillverkningen av linlås förbättrats ha goda resultat erhållits.
Form och utseende av kausen framgår närmare av
fig. 1, varvid man lägger märke till att vinkeln i den
koniska delen är 3,5°. Tillverkningen av linlåsen har
hittills skett på följande sätt: vid kausens
fastsättning i linan upprives först linändan och därefter
ut-borstas kärnan mycket noggrant. Trådarna förtennas
sedan på så sätt, att de stickas ned i ett tennbad, där
de kvarhållas tills de blivit uppvärmda. Därefter
tagas de upp ur badet och skakas. Kaus och hylsa
dragas nu över trådarna. Med hjälp av ett koniskt
verktyg skiljas trådarna åt, så att en öppning bildas
i mitten av linan, i vilken hälles smält babbits av
medelgod kvalitet, som icke grynar sig.
Den i figuren synliga hylsan, som närmast
omsluter den igjutna delen av linan, kommer vid senare
försök att ersättas med ett särskilt verktyg, varom
meddelande kommer att göras så fort resultat
härifrån föreligga.
Den första dragprovade linan var en 72-trådig lina
med hampkärna och 6 parter om 12 trådar med en
tråddiameter av 0,8 mm. Linlås hade gjutits vid
1 Denna artikel publiceras samtidigt i Tidskrift i
fortifikation.
båda ändarna, avståndet mellan dessa var ca 1 m.
Vid dragprov brast linan mitt emellan linlåsen vid
en belastning av 4 370 kg. Den var beräknad att
hålla 4 700 kg vid en brotthållfasthet hos tråden av
130 kg/mm2.
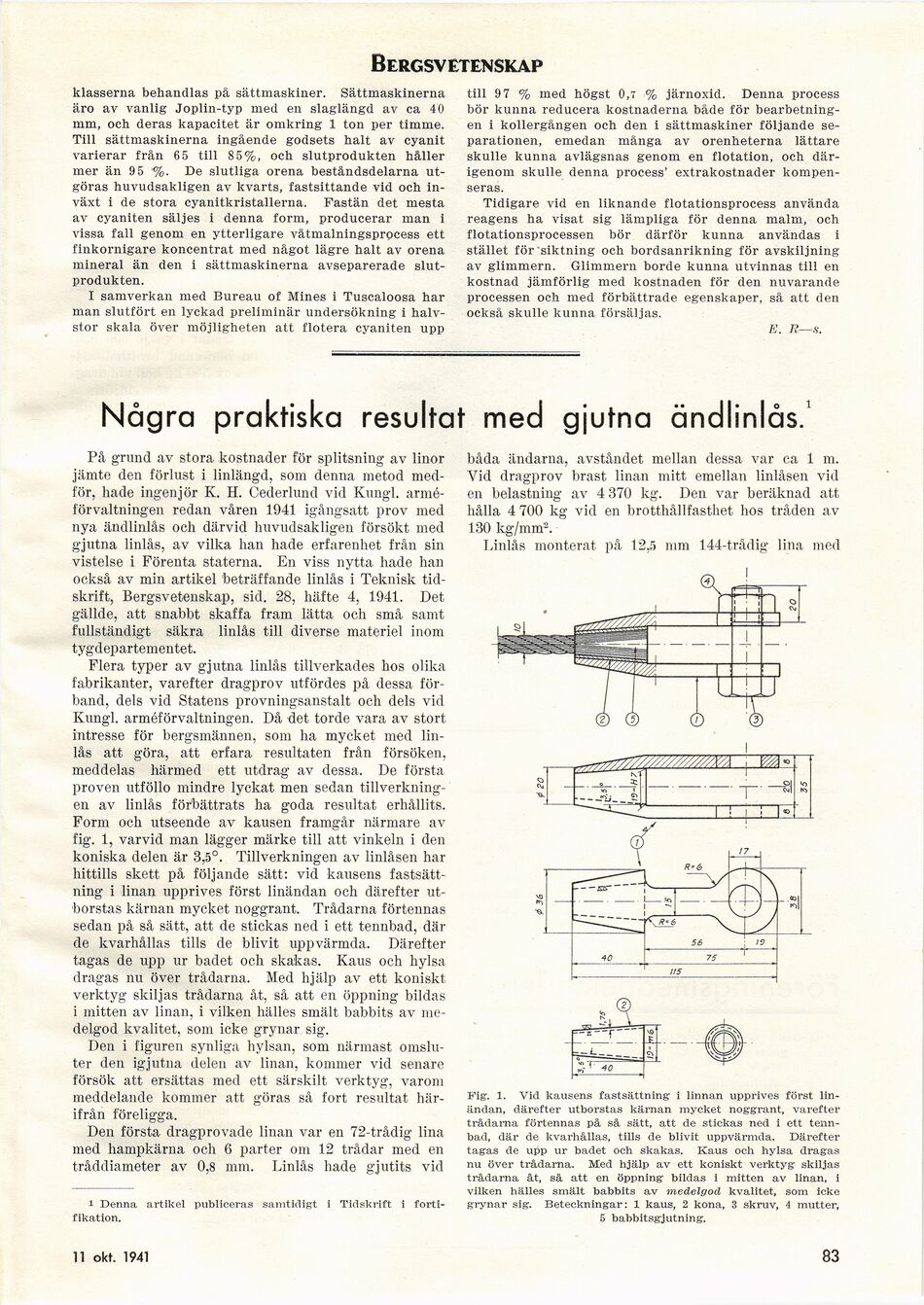
Linlås monterat på 12,5 mm 144-trådig lina med
Fig. 1. Vid kausens fastsättning i linnan upprives först
linändan, därefter utborstas kärnan mycket noggrant, varefter
trådarna förtennas på så sätt, att de stickas ned i ett
tennbad, där de kvarhållas, tills de blivit uppvärmda. Därefter
tagas de upp ur badet och skakas. Kaus och hylsa dragas
nu över trådarna. Med hjälp av ett koniskt verktyg skiljas
trådarna åt, så att en öppning bildas i mitten av linan, i
vilken hälles smält babbits av medelgod kvalitet, som icke
grynar sig. Beteckningar: 1 kaus, 2 kona, 3 skruv, 4 mutter,
5 babbitsgjutning.
13 sept. 1941
83
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}