
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik.
cirka 16 000 kg. Maskiner i anförda storlekar byggas
endast av Lidköpings mekaniska
verkstads a. - b. för närvarande.
Det vore felaktigt att av det här anförda dra den
slutsatsen att centerlesslipning av stång- och
axelmaterial uttränger eller ersätter svarvning. Tvärt om,
svarvning och slipning komplettera varandra
förträffligt i de fall där stora materialmängder skola
avverkas.
En billig skalning eller försvarvning med ett
kvarlämnat sliptillägg av 0,i30—0,135 mm ger en slutprodukt
till ett lägre pris än slipning vid för stora tillägg.
Sliptillägg.
Sliptillägget skall vid all slipning vara så stort,
att alla ytfel i arbetsstycket, avkolat skikt, smärre
krökar, kantigheter etc. bortslipas, så att en felfri
yta framkommer. För alla slag av slipning gäller
att sliptillägget i direkt proportion ökar
slipkostnaden. Såväl sliptid som skivförbrukning ökas med
volym bortslipat material.
Vid insticksslipning är arbetsstycket som regel
svarvat eller på annat sätt bearbetat före slipningen,
och det bör vara en strävan, att sliptillägget hålles så
lågt som möjligt utan att därav framkalla kassation.
Det är i vanliga fall fullt tillräckligt, om det uppgår
till 0,35 à 0r35 mm å diametern räknat. De
avverkningar, som uppstå, äro därför relativt små och
överstiga sällan 5 à 6 kg per timme. Detta är just vad
man eftersträvar för att i möjligaste mån ernå en kort
sliptid, skona slipskivan och dess profil, resp. att
kunna innehålla så noggranna profiler som möjligt å
det slipade arbetsstycket. Vid dessa små
avverkningar motstå skivorna givetvis påkänningarna bättre,
och skivförbrukningen nedgår vanligen till omkring
Vis à 1/20 av den bortslipade materialvolymen. Den
största skivförbrukningen vid formslipning förorsakas
vanligast genom att skivans profil förstöres och
därför på nytt måste skärpas fram. Det är således av
vikt, att endast skivor, som länge motstå slipningen
resp. bibehålla profilen, komma till användning. Av
vikt är det även, att sliptillägget utefter hela
arbetsstycket är likformigt, för att slipskivan skall
förbrukas med i möjligaste mån bibehållen profil.
Regleringsskivan.
De krafter, som påverka arbetsstycket, emanera
ytterst från slipskivan.
Arbetsstycket påverkas av tangential- och
normalkrafter från denna. De förra sätta arbetsstycket i
rotation, de senare åstadkomma erforderlig friktion
mot regleringsskivan.
Friktion vid vila är större än vid rörelse, och den
friktion, som utvecklas mellan arbetsstycket och
regleringsskivan verkar bromsande. Detta är orsaken till
att arbetsstycket följer regleringsskivans hastighet.
Är stödplanet på skenan dessutom lutande — vinkeln
mellan skenans lutande yta och vertikalplanet
varierar vanligen mellan 60°—40° beroende på
arbetsstyckets beskaffenhet — stegras trycket och
följaktligen friktionen mellan regleringsskivan och
arbetsstycket ytterligare. Det är därför logiskt och
naturligt, att arbetsstycket följer regleringsskivans
periferihastighet.
Regleringsskivor tillverkas som slipskivorna, dels
keramiskt bundna, brända och mycket hårda, dels
gummibundna. De
förra äga ett visst
företräde vid slipning
av varmvalsat
stångmaterial, vilket
vanligen är kantigt och
krokigt. Lösare
skivor brytas ner av
dylikt material.
Gummiskivorna äro
mera elastiska, och
själva bindemedlet
ökar dessutom
friktionen.
Stödskenan.
Stödskenan måste
tillsammans med
skenfästet utgöra ett
vibrationsfritt och
stadigt underlag för
arbetsstycket, om
goda slipresultat skola
ernås.
Stödskenan kan
vara av gjutjärn, brons,
härdat stål eller
försedd med inlägg av
widia, seco, titanit,
stellite eller
liknande. Den kan också vara av fiber, hårdgummi, trä eller
asbestpreparat.
Ohärdat material, där stor avverkning och
följaktligen stora tryck mot stödskenan är för handen, slipas
lämpligast på tackjärnsskenor, härdat material
ävensom profilerade arbetsstycken slipas bäst på hårda
stödytor. I det fall, där mycket fina ytor erfordras,
s. k. högglans eller "mirror finish", skola skenor av
material, som ej repar, användas. Materialet kan vara
av brons, bakelit, hårdgummi, hårt trä eller
asbestpreparat.
Stödskenan skall ställas in med minsta avstånd till
slipskivan och parallellt med dennas centrumlinje,
förutom i fall, där arbetsstyckets form eller profil
annorledes motiverar.
Kylvätska.
Vid stora avverkningar, där hög värmeutveckling
är ofrånkomlig, är vatten alltjämt det lämpligaste
kylmediet. I regel är det brukligt och fördelaktigt att
tillsätta detta med något av de fettmedel eller
emulsioner, som för ändamålet föras i marknaden.
Slipskivan sparas i viss mån därigenom, friktionen mellan
dess bindemedel och arbetsstycket minskas, likaväl
som mellan arbetsstycket och stödskenan. Ävenså
skyddas maskin och arbetsstycke från röstning. Detta
senare kan även uppnås genom att tillsätta 1 à 2 %
soda. Fotogen t. e. eller terpentin har sämre
kylverkan än vatten men håller slipskivans yta renare
från beläggningar och kommer skivan att skära
bättre men åstadkommer i viss mån grövre slipytor.
Speciella slipoljor torde i vissa begränsade fall,
där avverkningen ej överstiger 2 à 3 kg i timmen
och värmealstringen följaktligen är mycket liten,
kunna användas. Förutsättningen för att olja som
kylmedel skall användas är givetvis, att därigenom
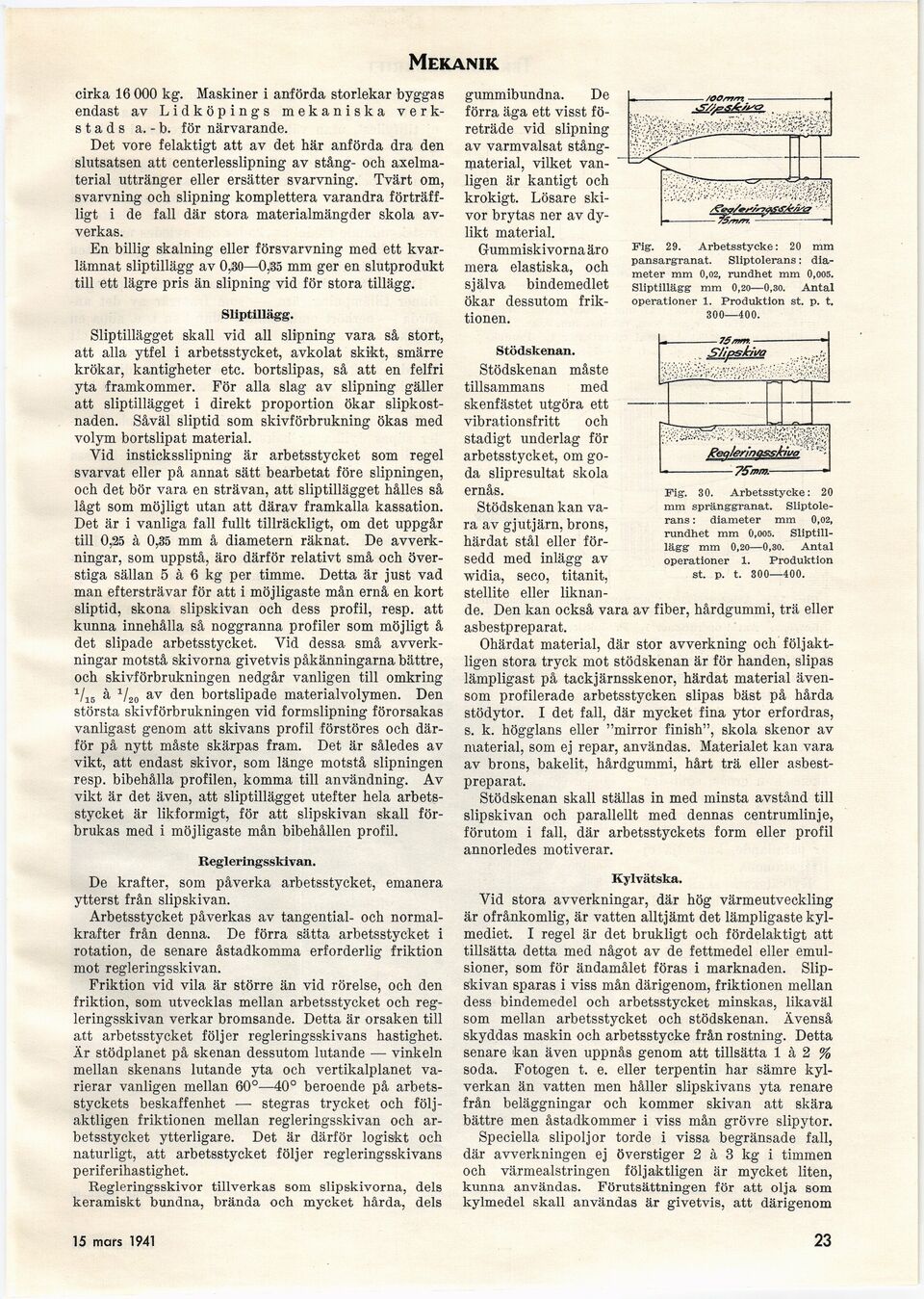
Fig. 29. Arbetsstycke: 20 mm
pansargranat. Sliptolerans:
diameter mm 0,02, rundhet mm 0,oo5.
Sliptillägg mm 0,20—0,30. Antal
operationer 1. Produktion st. p. t.
300—400.
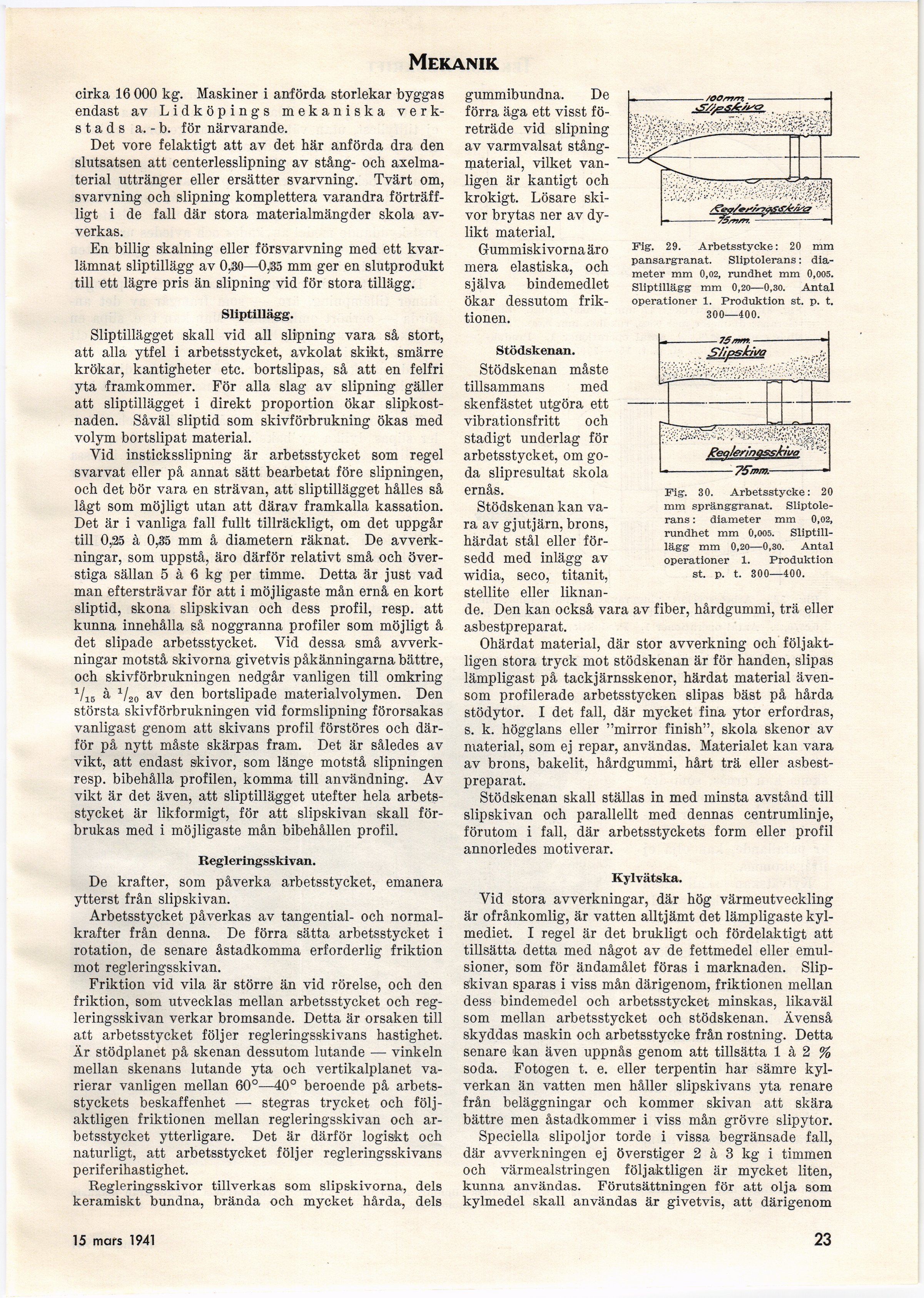
Fig. 30. Arbetsstycke: 20
mm spränggranat.
Sliptolerans : diameter mm 0,02,
rundhet mm 0,005.
Sliptill-lägg mm 0,20—0,30. Antal
operationer 1. Produktion
st. p. t. 300—400.
15 mars 1941
23
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}