
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik.
strålformigt anordnade. Denna s. k.
widmannstättenstruktur uppstår vid
kraftig uppvärmning och erhålles ibland
vid handsvetsning med grova elektroder
och långsam svetsning (stort smältbad).
Widmannstättenstrukturen innehåller i
dylika fall mycket stora kristaller.
I unionmeltsvetsar, som ju äro
en-lagersvetsar, har uppvärmningen också
varit mycket kraftig, så att
widmannstättenstruktur bildats, men
uppvärmningen har samtidigt varit så snabb, att
materialet blott mycket kort tid
befunnit sig över omvandlingstemperaturen.
Korntillväxten hinner därför ej bli stor.
Dessutom blir strukturbildningen
synnerligen likformig i övergången mellan
svets och grundmaterial, vilket medför,
att den vid unionmeltsvetsning erhållna
strukturen ur hållfasthetssynpunkt är
mycket gynnsam. Denna slutsats
bekräftas av i praktiken erhållna
hållfasthetsvärden för olika material och typer
av svetsfogar. Tab. 4 visar resultaten av några
amerikanska hållfasthetsprovningar av unionmeltsvetsade
provstycken, och tab. 5 ger några svenska
provvärden.
Utmattningshållfastheten beror ju av en
synnerligen stor mängd omständigheter bl. a. av
ytbeskaf-fenheten och svetsgodsets jämnhet och renhet, vilka
egenskaper äro bestämda av svetsmetoden. På grund
av att man vid unionmeltsvetsning erhåller en slätare
yta med jämnare övergångar mellan svetsgodset och
grundmaterialet än vad man brukar erhålla vid andra
svetsmetoder samt på grund av att svetsgodset blir
synnerligen tätt och rent, erhålles hög
utmattningshållfasthet i svetsförbandet.
Vid utmattningsprov på 51 mm tjock otätad och 59
mm tjock kiseltätad plåt av s. k. "flange quality"
(ungefär motsvarande St-44) erhölls sålunda, vid 10
millioner lastväxlingar på roterande provstycken med
4,06 mm diameter, en utmattningshållfasthet (i
Krouse-provmaskin), som varierade mellan 22,4—26,7 kg/mm2.
Själva plåtens utmattningshållfasthet var 21,0
kg/mm-(i valsriktningen eller vinkelrätt däremot) vid 10
millioner lastväxlingar. Ett flertal andra undersökningar
ha bekräftat samma tendens, nämligen att svets-
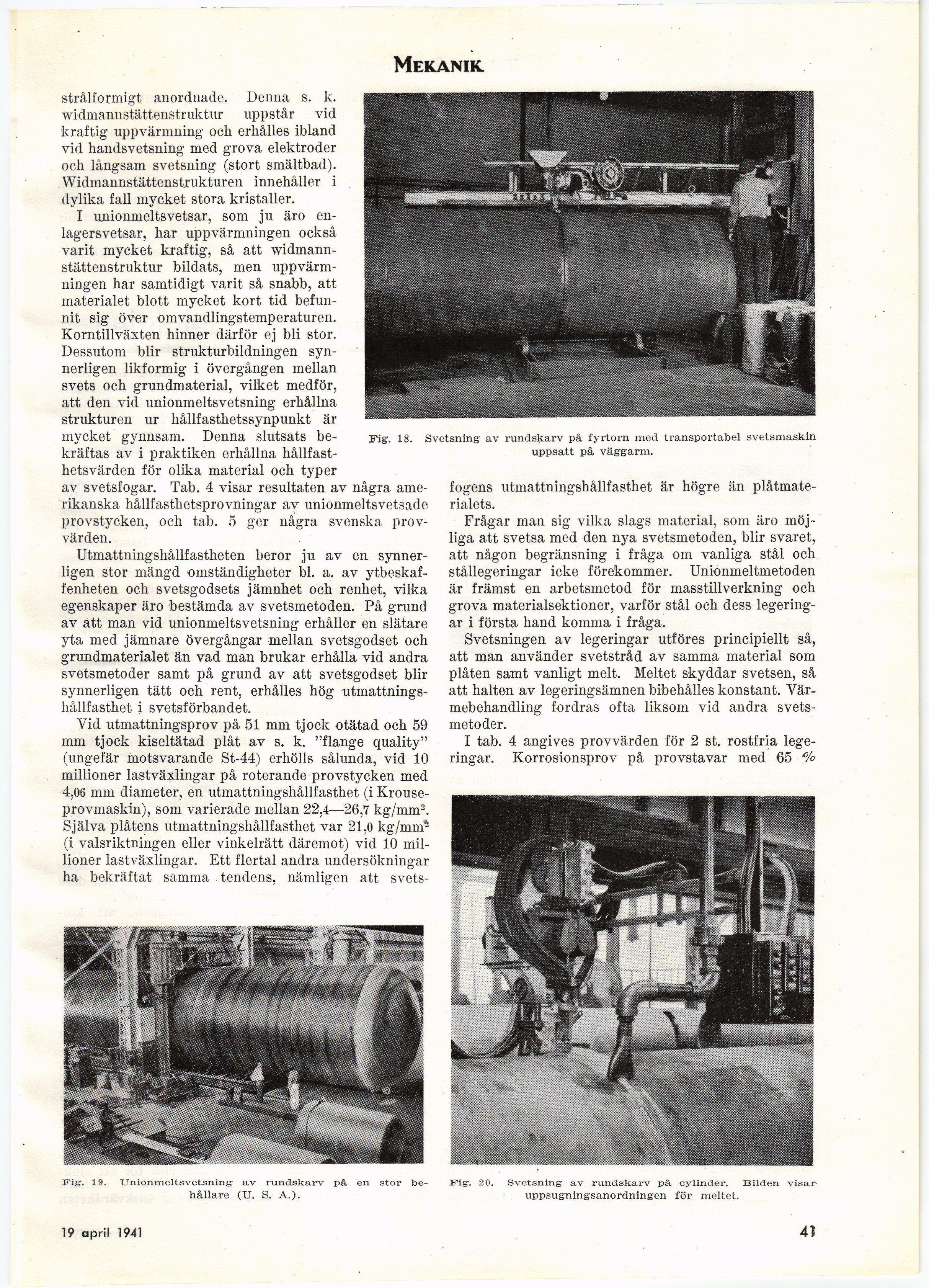
Fig. 18. Svetsning av rundskarv på fyrtorn med transportabel svetsmaskin
uppsatt på väggarm.
fogens utmattningshållfasthet är högre än
plåtmaterialets.
Frågar man sig vilka slags material, som äro
möjliga att svetsa med den nya svetsmetoden, blir svaret,
att någon begränsning i fråga om vanliga stål och
stållegeringar icke förekommer. Unionmeltmetoden
är främst en arbetsmetod för masstillverkning och
grova materialsektioner, varför stål och dess
legeringar i första hand komma i fråga.
Svetsningen av legeringar utföres principiellt så,
att man använder svetstråd av samma material som
plåten samt vanligt melt. Meltet skyddar svetsen, så
att halten av legeringsämnen bibehålles konstant.
Värmebehandling fordras ofta liksom vid andra
svetsmetoder.
I tab. 4 angives provvärden för 2 st. rostfria
legeringar. Korrosionsprov på provstavar med 65 %
19. Unionmeltsvetsning’ av rundskarv på en stor
behållare (U. S. A.).
19 april 1941
Fig-. 20. Svetsning- av rundskarv på, cylinder. Bilden visar
uppsugningsanordningen för meltet.
41
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}