
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
Tabell 3. Samband mellan plåttjocklek, svetsström och svetstid.
Plåttjocklek ................ mm 1 2 3 4 5 6 7 8
Svetsström ................... A Svetstid .................... sek. 4 000 0,3 4 000 1 — _ — _ —
Svetsström ................... A Svetstid .................... sek. 8 000 0,15 8 000 0,3 8 000 0,5 8 000 1.4 8 000 2,7 — — _
Svetsström ................... A Svetstid .................... sek. _ 12 000 0,12 12 000 0,25 12 000 0,5 12 000 1,1 12 000 2,1 12 000 3,5 12 000 3,5
Svetsström ................... A Svetstid .................... sek. — — 16 000 0,21 16 000 0,26 16 000 0,6 16 000 1,2 16 000 1,8 16 000 2,8
Punktsvetsmaskinernas svetsförmåga kan således
mycket lätt bestämmas med stöd av tabellerna 2 och
3, om maskinens svetsström är känd. Den bör
därför alltid vara angiven precis som fallet är vid
båg-svetsaggregaten.
Vad transformatoreffekten beträffar så måste man
skilja mellan:
1. Under svetsning från nätet upptagen effekt i
kVA.
2. Märkeffekt i kVA vid en viss inkopplingstid.
3. Kontinuerlig effekt i kVA.
Vad den upptagna effekten beträffar, så är den
helt och hållet beroende på transformatorns
tomgångs-spänning, maskinens konstruktion och
sekundärslingans storlek. Vid samma tomgångsspänning är den
upptagna effekten större desto mindre armlängd och
armavstånd äro.
Märkeffekt betyder den max. tillåtna effekten med
hänsyn till transformatorns skadliga uppvärmning
under förutsättning att transformatorn blir inkopplad
med den angivna inkopplingstiden. T. e. betyder
15 kVA 50 % att transformatorn uppnår den tillåtna
övertemperaturen, när den blir belastad med 15 kVA
under 5 min. och sedan får en vilopaus på 5 min. osv.
Inkopplingsfaktorn brukar inte angivas och varierar
mellan 5 och 70 % vid olika fabrikat.
Kontinuerlig effekt betyder den effekt, som
transformatorn tål vid kontinuerlig inkoppling.
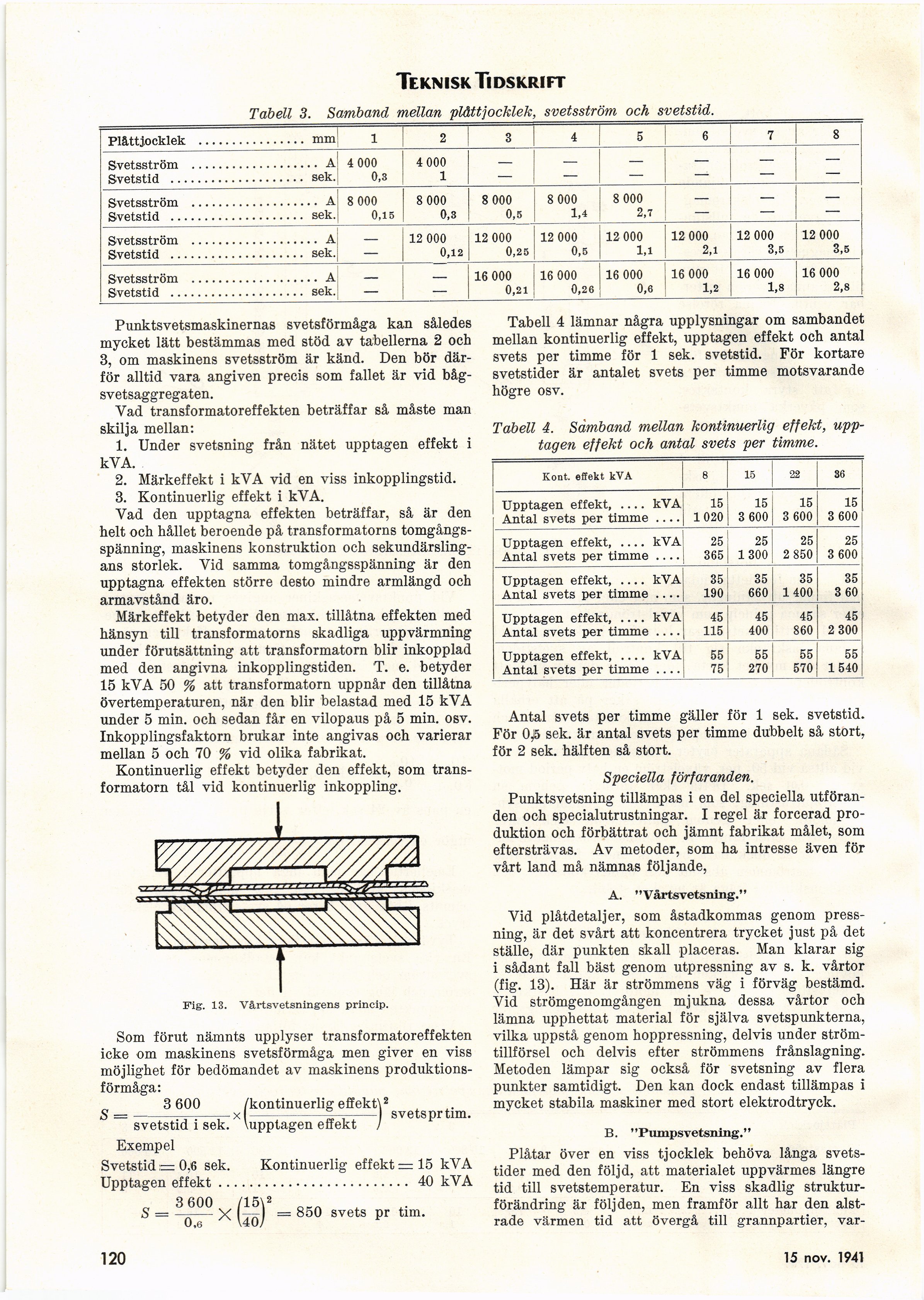
Fig. 13. Vårtsvetsningens princip.
Som förut nämnts upplyser transformatoreffekten
icke om maskinens svetsförmåga men giver en viss
möjlighet för bedömandet av maskinens
produktionsförmåga:
3 600 /kontinuerlig effekt\2
S —–r——— x -—-1 svetsprtim.
svetstid i sek. Vupptagen effekt /
Exempel
Svetstid ■= 0,6 sek. Kontinuerlig effekt = 15 kVA
Upptagen effekt......................... 40 kVA
3 600 /15\2
S = —— X U = 850 svets pr tim.
Tabell 4 lämnar några upplysningar om sambandet
mellan kontinuerlig effekt, upptagen effekt och antal
svets per timme för 1 sek. svetstid. För kortare
svetstider är antalet svets per timme motsvarande
högre osv.
Tabell 4. Samband mellan kontinuerlig effekt,
upptagen effekt och antal svets per timme.
Kont. effekt kVA 8 15 22 36
Upptagen effekt.....kVA Antal svets per timme .... 15 1020 15 3 600 15 3 600 15 3 600
Upptagen effekt, .... kVA Antal svets per timme .... 25 365 25 1300 25 2 850 25 3 600
Upptagen effekt.....kVA Antal svets per timme .... 35 190 35 660 35 1400 35 3 60
Upptagen effekt, ––kVA Antal svets per timme .... 45 115 45 400 45 860 45 2 300
Upptagen effekt, ____ kVA Antal svets per timme .... 55 75 55 270 55 570 55 1540
Antal svets per timme gäller för 1 sek. svetstid.
För 0,5 sek. är antal svets per timme dubbelt så stort,
för 2 sek. hälften så stort.
Speciella förfaranden.
Punktsvetsning tillämpas i en del speciella
utföranden och specialutrustningar. I regel är forcerad
produktion och förbättrat och jämnt fabrikat målet, som
eftersträvas. Av metoder, som ha intresse även för
vårt land må nämnas följande,
A. "Vårtsvetsning."
Vid plåtdetaljer, som åstadkommas genom
pressning, är det svårt att koncentrera trycket just på det
ställe, där punkten skall placeras. Man klarar sig
i sådant fall bäst genom utpressning av s. k. vårtor
(fig. 13). Här är strömmens väg i förväg bestämd.
Vid strömgenomgången mjukna dessa vårtor och
lämna upphettat material för själva svetspunkterna,
vilka uppstå genom hoppressning, delvis under
strömtillförsel och delvis efter strömmens frånslagning.
Metoden lämpar sig också för svetsning av flera
punkter samtidigt. Den kan dock endast tillämpas i
mycket stabila maskiner med stort elektrodtryck.
B. "Pumpsvetsning."
Plåtar över en viss tjocklek behöva långa
svetstider med den följd, att materialet uppvärmes längre
tid till svetstemperatur. En viss skadlig
strukturförändring är följden, men framför allt har den
alstrade värmen tid att övergå till grannpartier, var-
120
15 nov. 1941
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}