
Full resolution (JPEG) - On this page / på denna sida - Häfte 25. 20 juni 1942 - Meddelande från stål- och metallnormskommittén, av Dag Du Rietz
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
Meddelande från stål- och metallnormskommittén.
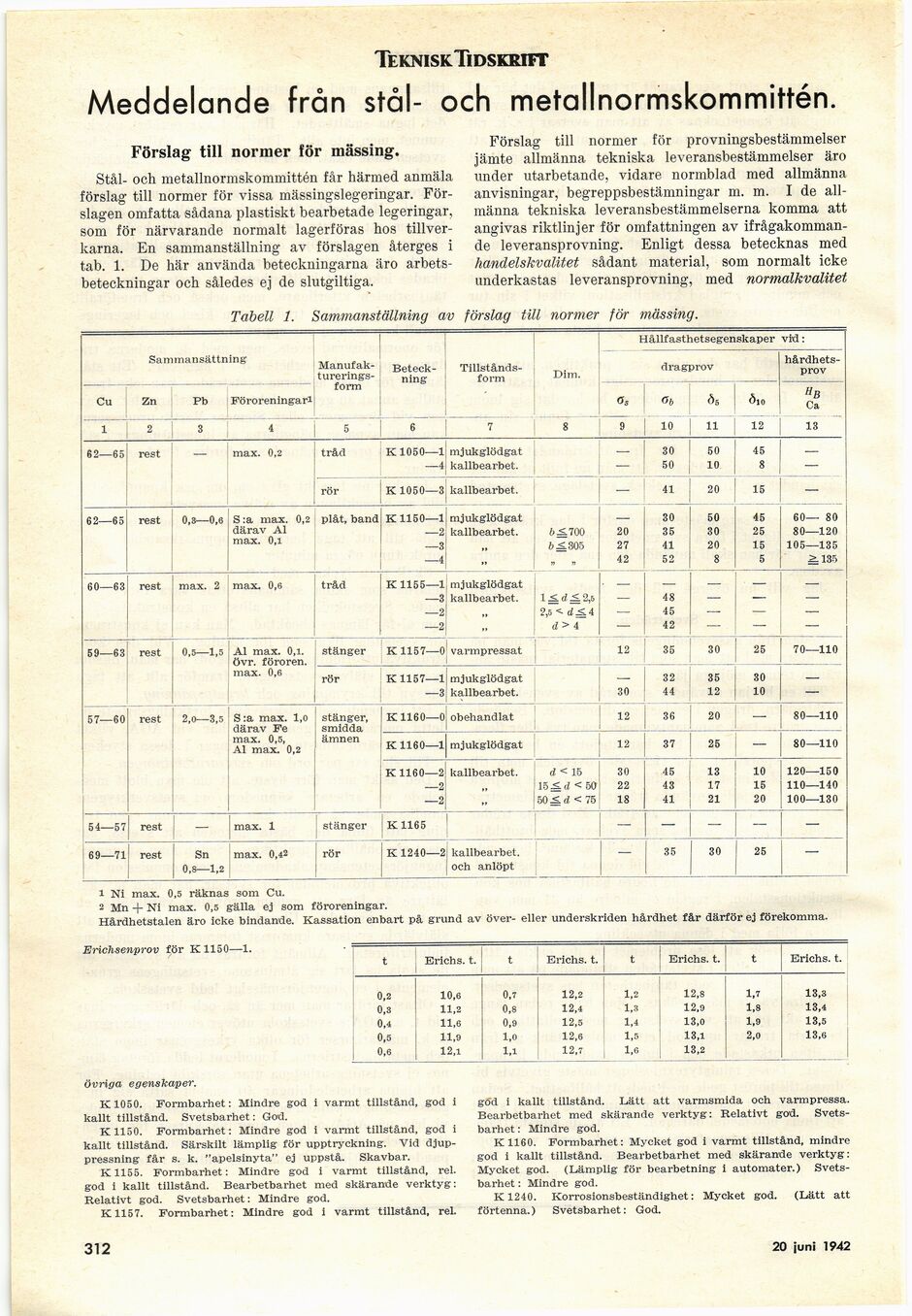
Förslag till normer för mässing.
Stål- och metallnormskommittén får härmed anmäla
förslag till normer för vissa mässingslegeringar.
Förslagen omfatta sådana plastiskt bearbetade legeringar,
som för närvarande normalt lagerföras hos
tillverkarna. En sammanställning av förslagen återges i
tab. 1. De här använda beteckningarna äro
arbets-beteckningar och således ej de slutgiltiga.
Förslag till normer för provningsbestämmelser
jämte allmänna tekniska leveransbestämmelser äro
under utarbetande, vidare normblad med allmänna
anvisningar, begreppsbestämningar m. m. I de
allmänna tekniska leveransbestämmelserna komma att
angivas riktlinjer för omfattningen av
ifrågakommande leveransprovning. Enligt dessa betecknas med
handelskvalitet sådant material, som normalt icke
underkastas leveransprovning, med normalkvalitet
Tabell 1. Sammanställning av förslag till normer för mässing.
Hållfasthetsegenskaper vid:
Sammansättning [-Manufak-ture-] {+Manufak- ture+} rings- [-Beteckning Tillståndsform-] {+Beteck- ning Tillstånds- form+} Dim. dragprov [-hårdhetsprov-] {+hårdhets- prov+}
Cu Zn Pb Föroreningari form Os Ob Ös öl o hB Ca
1 2 3 4 5 6 7 8 9 10 11 12 13
62—65 rest — max. 0,2 tråd K 1050—1 —4 mjukglödgat kallbearbet. — 30 50 50 10 45 8 —
rör K 1050—3 kallbearbet. - 41 20 15 —
62—65 rest 0,3-0,6 S :a max. 0,2 därav Al max. 0,1 plåt, band K 1150—1 —2 —3 -4 mjukglödgat kallbearbet. " 6 .£700 6 .g 30-5 n n 20 27 42 30 35 41 52 50 30 20 8 45 25 15 5 60— 80 80—120 105—135 ^ 135
60—63 rest max. 2 max. 0,6 tråd K 1155—1 —3 —2 —2 mjukglödgat kallbearbet. 1^(2^2,5 2,5 < 4 d> 4 — 48 45 42 — — —
59—63 rest 0,5-1,5 Al max. 0,1. övr. föroren. stänger K 1157—0 varmpressat 12 35 30 25 70—110
max. 0,6 rör K 1157—1 —3 mjukglödgat kallbearbet. 30 32 44 35 12 30 10 —
57—60 rest 2,0—3,5 S :a max. 1,0 därav Fe stänger, smidda K 1160—0 obehandlat 12 36 20 — 80—110
max. 0,5, Al max. 0,2 ämnen K 1160—1 mjukglödgat 12 37 25 _ 80—110
K 1160—2 —2 —2 kallbearbet. „ d < 15 15ii < 50 50S,d< 75 30 22 18 45 43 41 13 17 21 10 15 20 120—150 110—140 100—130
54—57 rest — max. 1 stänger K 1165
69—71 rest Sn 0,8—1,2 max. 0,42 rör K 1240—2 kallbearbet. och anlöpt — 35 30 25 —
1 Ni max. 0,5 räknas som Cu.
2 Mn + Ni max. 0,5 gälla ej som föroreningar.
Hårdhetstalen äro icke bindande. Kassation enbart på grund av över- eller underskriden hårdhet får därför ej förekomma.
Erichsenprov för K 1150—1.
t Erichs, t. t Erichs, t. t Erichs, t. t Erichs, t.
0,2 10,6 0,7 12,2 1,2 12,8 1,7 13,3
0,3 11,2 0,8 12,4 1,3 12,9 1,8 13,4
0,4 11,6 0,9 12,5 1,4 13,0 1,9 13,5
0,5 11,9 1,0 12,6 1,5 13,1 2,0 13,6
0,6 12,1 1,1 12,7 1,6 13,2
övriga egenskaper.
K 1050. Formbarhet: Mindre god i varmt tillstånd, god i
kallt tillstånd. Svetsbarhet: God.
K1150. Formbarhet: Mindre god i varmt tillstånd, god i
kallt tillstånd. Särskilt lämplig för upptryckning. Vid
djuppressning får s. k. "apelsinyta" ej uppstå. Skavbar.
K1155. Formbarhet: Mindre god i varmt tillstånd, rel.
god i kallt tillstånd. Bearbetbarhet med skärande verktyg:
Relativt god. Svetsbarhet: Mindre god.
K1157. Formbarhet: Mindre god i varmt tillstånd, rel.
göd i kallt tillstånd. Lätt att varmsmida och varmpressa.
Bearbetbarhet med skärande verktyg: Relativt god.
Svetsbarhet : Mindre god.
K 1160. Formbarhet: Mycket god i varmt tillstånd, mindre
god i kallt tillstånd. Bearbetbarhet med skärande verktyg:
Mycket god. (Lämplig för bearbetning i automater.)
Svetsbarhet : Mindre god.
K 1240. Korrosionsbeständighet: Mycket god. (Lätt att
förtenna.) Svetsbarhet: God.
312
20 juni 1942
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}