
Full resolution (JPEG) - On this page / på denna sida - Häfte 40. 3 okt. 1942 - Metallförlust vid mässingsgjutning och huru den undvikes, va Gillis Em. Huss
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
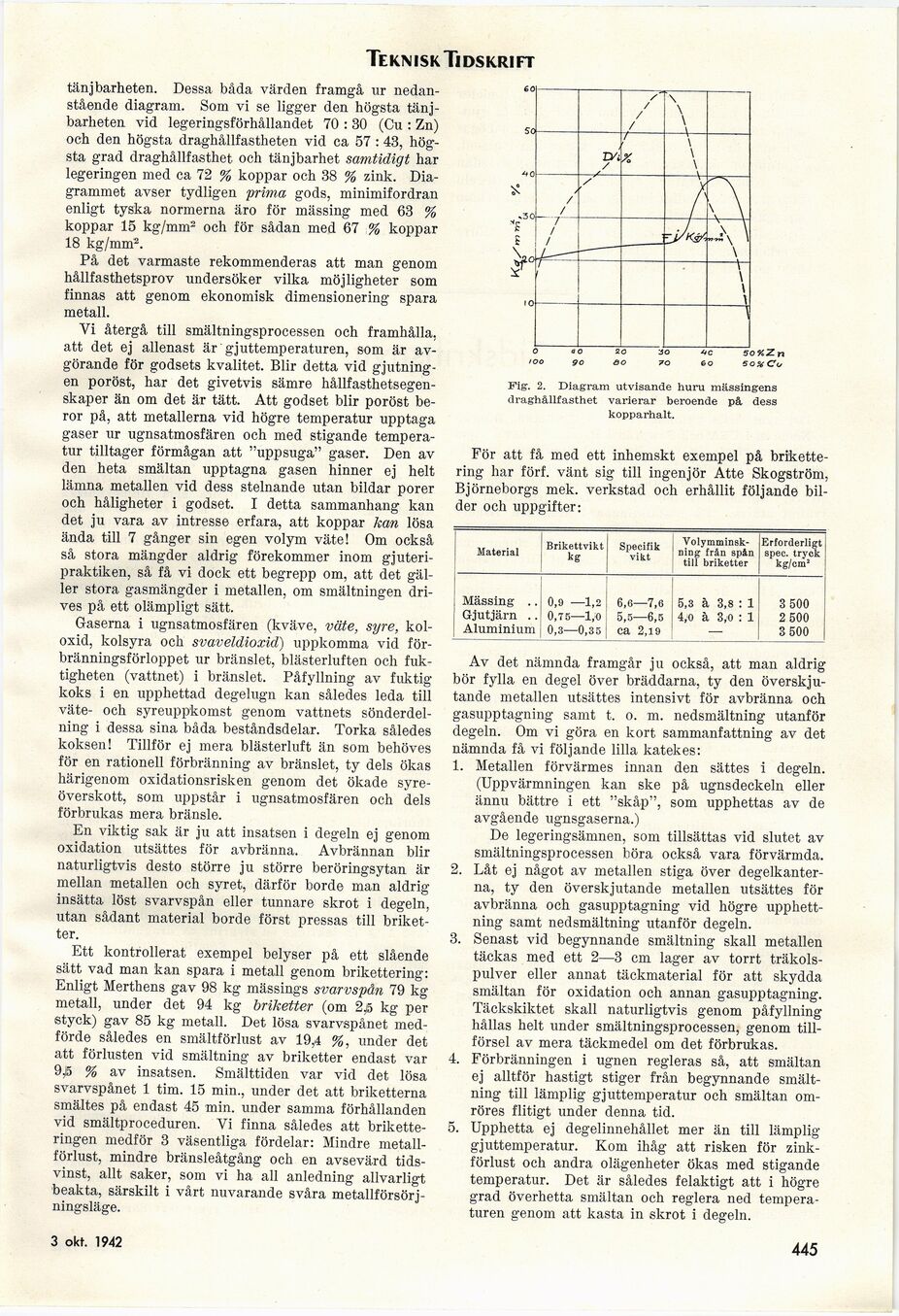
tänjbarheten. Dessa båda värden framgå ur
nedanstående diagram. Som vi se ligger den högsta
tänjbarheten vid legeringsförhållandet 70 : 30 (Cu : Zn)
och den högsta draghållfastheten vid ca 57 : 43,
högsta grad draghållfasthet och tänjbarhet samtidigt har
legeringen med ca 72 % koppar och 38 % zink.
Diagrammet avser tydligen prima gods, minimifordran
enligt tyska normerna äro för mässing med 63 %
koppar 15 kg/mm2 och för sådan med 67 % koppar
18 kg/mm2.
På det varmaste rekommenderas att man genom
hållfasthetsprov undersöker vilka möjligheter som
finnas att genom ekonomisk dimensionering spara
metall.
Yi återgå till smältningsprocessen och framhålla,
att det ej allenast är gjuttemperaturen, som är
avgörande för godsets kvalitet. Blir detta vid
gjutningen poröst, har det givetvis sämre
hållfasthetsegenskaper än om det är tätt. Att godset blir poröst
beror på, att metallerna vid högre temperatur upptaga
gaser ur ugnsatmosfären och med stigande
temperatur tilltager förmågan att "uppsuga" gaser. Den av
den heta smältan upptagna gasen hinner ej helt
lämna metallen vid dess stelnande utan bildar porer
och håligheter i godset. I detta sammanhang kan
det ju vara av intresse erfara, att koppar kan lösa
ända till 7 gånger sin egen volym väte! Om också
så stora mängder aldrig förekommer inom
gjuteri-praktiken, så få vi dock ett begrepp om, att det
gäller stora gasmängder i metallen, om smältningen
drives på ett olämpligt sätt.
Gaserna i ugnsatmosfären (kväve, väte, syre,
koloxid, kolsyra och svaveldioxid) uppkomma vid
förbränningsförloppet ur bränslet, blästerluften och
fuktigheten (vattnet) i bränslet. Påfyllning av fuktig
koks i en upphettad degelugn kan således leda till
väte- och syreuppkomst genom vattnets
sönderdelning i dessa sina båda beståndsdelar. Torka således
koksen! Tillför ej mera blästerluft än som behöves
för en rationell förbränning av bränslet, ty dels ökas
härigenom oxidationsrisken genom det ökade
syreöverskott, som uppstår i ugnsatmosfären och dels
förbrukas mera bränsle.
En viktig sak är ju att insatsen i degeln ej genom
oxidation utsättes för avbränna. Avbrännan blir
naturligtvis desto större ju större beröringsytan är
mellan metallen och syret, därför borde man aldrig
insätta löst svarvspån eller tunnare skrot i degeln,
utan sådant material borde först pressas till
briketter.
Ett kontrollerat exempel belyser på ett slående
sätt vad man kan spara i metall genom brikettering:
Enligt Merthens gav 98 kg mässings svarvspån 79 kg
metall, under det 94 kg briketter (om 2,5 kg per
styck) gav 85 kg metall. Det lösa svarvspånet
medförde således en smältförlust av 19,4 %, under det
att förlusten vid smältning av briketter endast var
9,i5 % av insatsen. Smälttiden var vid det lösa
svarvspånet 1 tim. 15 min., under det att briketterna
smältes på endast 45 min. under samma förhållanden
vid smältproceduren. Yi finna således att
briketteringen medför 3 väsentliga fördelar: Mindre
metallförlust, mindre bränsleåtgång och en avsevärd
tidsvinst, allt saker, som vi ha all anledning allvarligt
beakta, särskilt i vårt nuvarande svåra
metallförsörj-ningsläge.
o ao 2o -jo 4c 50%Zn
IOO 90 ÖO 70 6 o souCu
Fig. 2. Diagram utvisande huru mässingens
draghållfasthet varierar beroende på dess
kopparhalt.
För att få med ett inhemskt exempel på
brikettering har förf. vänt sig till ingenjör Atte Skogström,
Björneborgs mek. verkstad och erhållit följande
bilder och uppgifter:
Material Brikettvikt kg Specifik vikt [-Volymminsk-ning-] {+Volymminsk- ning+} från spån till briketter Erforderligt spec. tryck kg/cm2
Mässing .. Gjutjärn .. Aluminium 0,9 —1,2 0,75-1,0 0,3—0,35 6,6—7,6 5,5—6,5 ca 2,19 5,3 à 3,8 : 1 4,0 à 3,0 : 1 3 500 2 500 3 500
Av det nämnda framgår ju också, att man aldrig
bör fylla en degel över bräddarna, ty den
överskjutande metallen utsättes intensivt för avbränna och
gasupptagning samt t. o. m. nedsmältning utanför
degeln. Om vi göra en kort sammanfattning av det
nämnda få vi följande lilla katekes:
1. Metallen förvärmes innan den sättes i degeln.
(Uppvärmningen kan ske på ugnsdeckeln eller
ännu bättre i ett "skåp", som upphettas av de
avgående ugnsgaserna.)
De legeringsämnen, som tillsättas vid slutet av
smältningsprocessen böra också vara förvärmda.
2. Låt ej något av metallen stiga över
degelkanter-na, ty den överskjutande metallen utsättes för
avbränna och gasupptagning vid högre
upphettning samt nedsmältning utanför degeln.
3. Senast vid begynnande smältning skall metallen
täckas med ett 2—3 cm lager av torrt
träkols-pulver eller annat täckmaterial för att skydda
smältan för oxidation och annan gasupptagning.
Täckskiktet skall naturligtvis genom påfyllning
hållas helt under smältningsprocessen, genom
tillförsel av mera täckmedel om det förbrukas.
4. Förbränningen i ugnen regleras så, att smältan
ej alltför hastigt stiger från begynnande
smältning till lämplig gjuttemperatur och smältan
omröres flitigt under denna tid.
5. Upphetta ej degelinnehållet mer än till lämplig
gjuttemperatur. Kom ihåg att risken för
zinkförlust och andra olägenheter ökas med stigande
temperatur. Det är således felaktigt att i högre
grad överhetta smältan och reglera ned
temperaturen genom att kasta in skrot i degeln.
3 okt. 1942
445
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}