
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
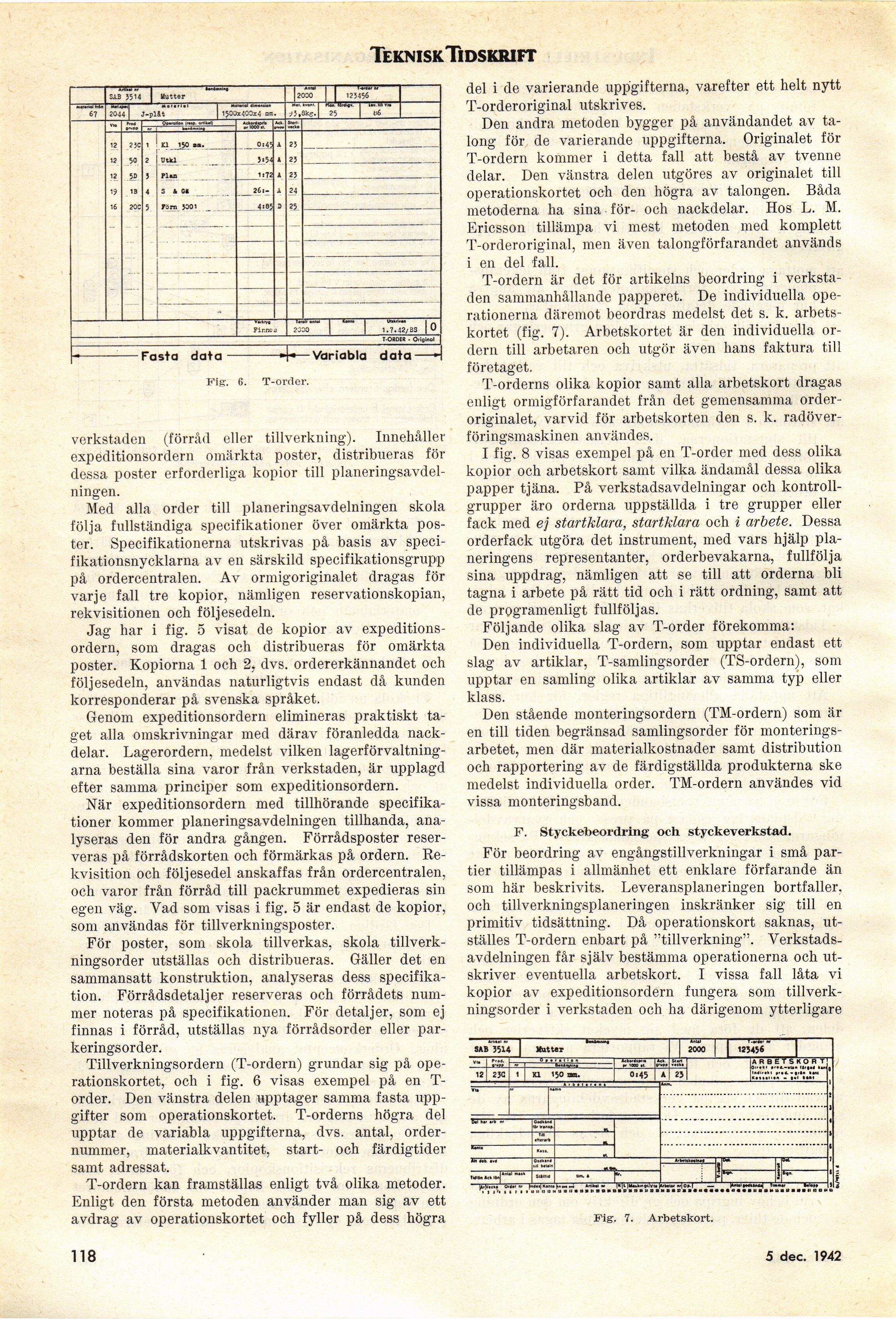
Fig. 6. T-order.
verkstaden (förråd eller tillverkning). Innehåller
expeditionsordern omärkta poster, distribueras för
dessa poster erforderliga kopior till
planeringsavdelningen.
Med alla order till planeringsavdelningen skola
följa fullständiga specifikationer över omärkta
poster. Specifikationerna utskrivas på basis av
specifikationsnycklarna av en särskild specifikationsgrupp
på ordercentralen. Av ormigoriginalet dragas för
varje fall tre kopior, nämligen reservationskopian,
rekvisitionen och följesedeln.
Jag har i fig. 5 visat de kopior av
expeditionsordern, som dragas och distribueras för omärkta
poster. Kopiorna 1 och 2, dvs. ordererkännandet och
följesedeln, användas naturligtvis endast då kunden
korresponderar på svenska språket.
Genom expeditionsordern elimineras praktiskt
taget alla omskrivningar med därav föranledda
nackdelar. Lagerordern, medelst vilken
lagerförvaltningarna beställa sina varor från verkstaden, är upplagd
efter samma principer som expeditionsordern.
När expeditionsordern med tillhörande
specifikationer kommer planeringsavdelningen tillhanda,
analyseras den för andra gången. Förrådsposter
reserveras på förrådskorten och förmärkas på ordern.
Rekvisition och följesedel anskaffas från ordercentralen,
och varor från förråd till packrummet expedieras sin
egen väg. Vad som visas i fig. 5 är endast de kopior,
som användas för tillverkningsposter.
För poster, som skola tillverkas, skola
tillverkningsorder utställas och distribueras. Gäller det en
sammansatt konstruktion, analyseras dess
specifikation. Förrådsdetaljer reserveras och förrådets
nummer noteras på specifikationen. För detaljer, som ej
finnas i förråd, utställas nya förrådsorder eller
parkeringsorder.
Tillverkningsordern (T-ordern) grundar sig på
operationskortet, och i fig. 6 visas exempel på en
T-order. Den vänstra delen upptager samma fasta
uppgifter som operationskortet. T-orderns högra del
upptar de variabla uppgifterna, dvs. antal,
ordernummer, materialkvantitet, start- och färdigtider
samt adressat.
T-ordern kan framställas enligt två olika metoder.
Enligt den första metoden använder man sig av ett
avdrag av operationskortet och fyller på dess högra
del i de varierande uppgifterna, varefter ett helt nytt
T-orderoriginal utskrives.
Den andra metoden bygger på användandet av
talong för de varierande uppgifterna. Originalet för
T-ordern kommer i detta fall att bestå av tvenne
delar. Den vänstra delen utgöres av originalet till
operationskortet och den högra av talongen. Båda
metoderna ha sina för- och nackdelar. Hos L. M.
Ericsson tillämpa vi mest metoden med komplett
T-orderoriginal, men även talongförfarandet används
i en del fall.
T-ordern är det för artikelns beordring i
verkstaden sammanhållande papperet. De individuella
operationerna däremot beordras medelst det s. k.
arbets-kortet (fig. 7). Arbetskortet är den individuella
ordern till arbetaren och utgör även hans faktura till
företaget.
T-orderns olika kopior samt alla arbetskort dragas
enligt ormigförfarandet från det gemensamma
orderoriginalet, varvid för arbetskorten den s. k.
radöver-föringsmaskinen användes.
I fig. 8 visas exempel på en T-order med dess olika
kopior och arbetskort samt vilka ändamål dessa olika
papper tjäna. På verkstadsavdelningar och
kontrollgrupper äro orderna uppställda i tre grupper eller
fack med ej startklara, startklara och i arbete. Dessa
orderfack utgöra det instrument, med vars hjälp
planeringens representanter, orderbevakarna, fullfölja
sina uppdrag, nämligen att se till att orderna bli
tagna i arbete på rätt tid och i rätt ordning, samt att
de programenligt fullföljas.
Följande olika slag av T-order förekomma:
Den individuella T-ordern, som upptar endast ett
slag av artiklar, T-samlingsorder (TS-ordern), som
upptar en samling olika artiklar av samma typ eller
klass.
Den stående monteringsordern (TM-ordern) som är
en till tiden begränsad samlingsorder för
monteringsarbetet, men där materialkostnader samt distribution
och rapportering av de färdigställda produkterna ske
medelst individuella order. TM-ordern användes vid
vissa monteringsband.
F. Styckébeordring och styckeverkstad.
För beordring av engångstillverkningar i små
partier tillämpas i allmänhet ett enklare förfarande än
som här beskrivits. Leveransplaneringen bortfaller,
och tillverkningsplaneringen inskränker sig till en
primitiv tidsättning. Då operationskort saknas,
ut-ställes T-ordern enbart på "tillverkning".
Verkstads-avdelningen får själv bestämma operationerna och
utskriver eventuella arbetskort. I vissa fall låta vi
kopior av expeditionsordern fungera som
tillverkningsorder i verkstaden och ha därigenom ytterligare
Fig. 7. Arbetskort.
118
4 april 1942
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}