
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
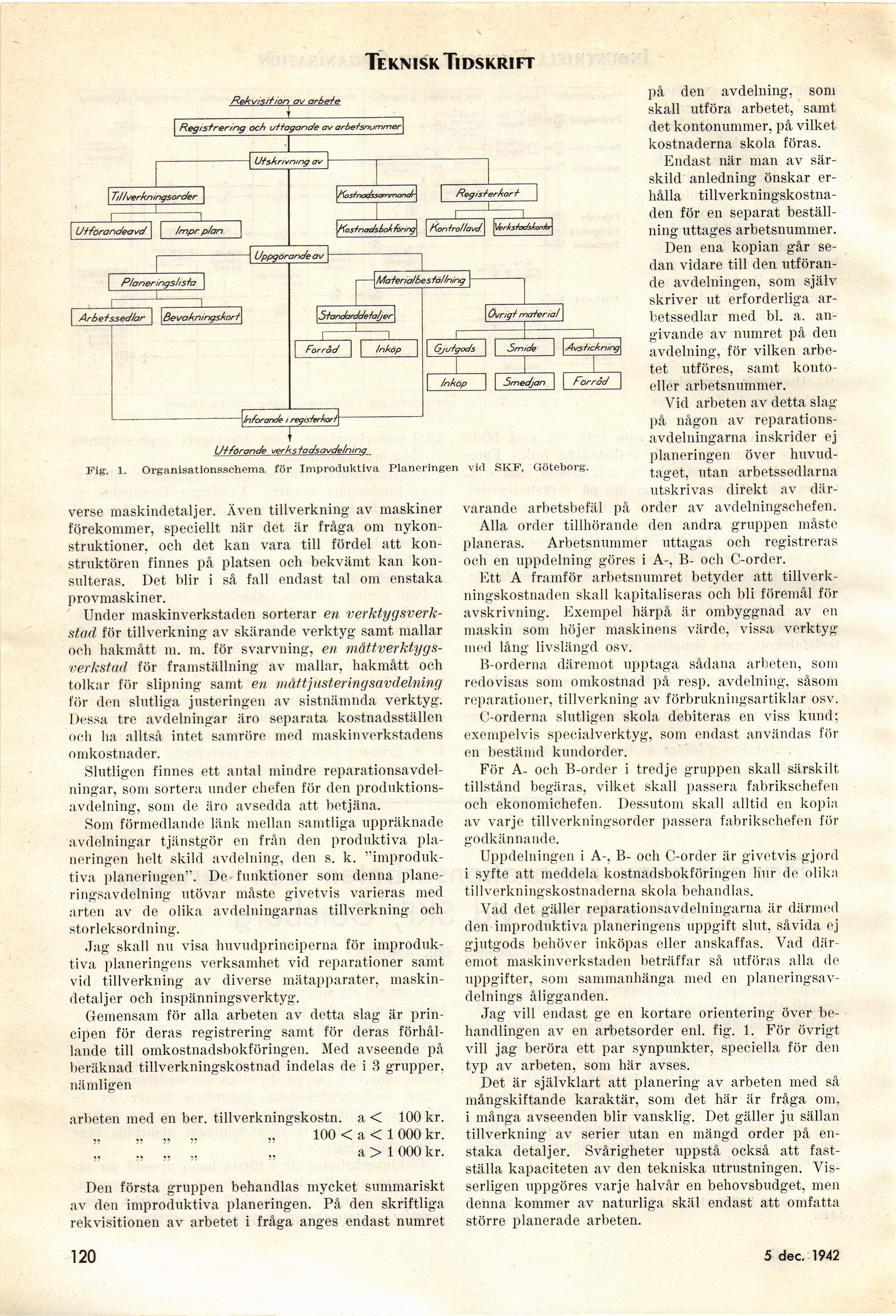
Fig.
Utförande verks iacJsavtJelnina
1. Organisationsschema för Improduktiva Planeringen vid SKF, Göteborg.
verse maskindetaljer. Även tillverkning av maskiner
förekommer, speciellt när det är fråga om
nykonstruktioner, och det kan vara till fördel att
konstruktören finnes på platsen och bekvämt kan
konsulteras. Det blir i så fall endast tal om enstaka
provmaskiner.
Under maskinverkstaden sorterar en
verktygsverkstad för tillverkning av skärande verktyg samt mallar
och hakmått m. m. för svarvning, en
måttverktygs-verkstad för framställning av mallar, hakmått och
tolkar för slipning samt en mått justeringsavdelning
för den slutliga justeringen av sistnämnda verktyg.
Dessa tre avdelningar äro separata kostnadsställen
och ha alltså intet samröre med maskinverkstadens
omkostnader.
Slutligen finnes ett antal mindre
reparationsavdelningar, som sortera under chefen för den
produktionsavdelning, som de äro avsedda att betjäna.
Som förmedlande länk mellan samtliga uppräknade
avdelningar tjänstgör en från den produktiva
planeringen helt skild avdelning, den s. k.
"improduktiva planeringen". De funktioner som denna
planeringsavdelning utövar måste givetvis varieras med
arten av de olika avdelningarnas tillverkning och
storleksordning.
Jag skall nu visa huvudprinciperna för
improduktiva planeringens verksamhet vid reparationer samt
vid tillverkning av diverse mätapparater,
maskin-detaljer och inspänningsverktyg.
Gemensam för alla arbeten av detta slag är
principen för deras registrering samt för deras
förhållande till omkostnadsbokföringen. Med avseende på
beräknad tillverkningskostnad indelas de i 3 grupper,
nämligen
arbeten med en ber. tillverkningskostn. a < 100 kr.
„ „ „ „ „ 100 < a < 1000 kr.
„ „ „ „ „ a > 1000 kr.
Den första gruppen behandlas mycket summariskt
av den improduktiva planeringen. På den skriftliga
rekvisitionen av arbetet i fråga anges endast numret
på den avdelning, som
skall utföra arbetet, samt
det kontonummer, på vilket
kostnaderna skola föras.
Endast när man av
särskild anledning önskar
erhålla tillverkningskostnaden för en separat
beställning uttages arbetsnummer.
Den ena kopian går
sedan vidare till den
utförande avdelningen, som själv
skriver ut erforderliga
arbetssedlar med bl. a. an-
givande av numret på den
avdelning, för vilken
arbetet utföres, samt
konto-eller arbetsnummer.
Vid arbeten av detta slag
på någon av
reparations-avdelningarna inskrider ej
planeringen över
huvudtaget, utan arbetssedlarna
utskrivas direkt av
därvarande arbetsbefäl på order av avdelningschefen.
Alla order tillhörande den andra gruppen måste
planeras. Arbetsnummer uttagas och registreras
och en uppdelning göres i A-, B- och C-order.
Ett A framför arbetsnumret betyder att
tillverkningskostnaden skall kapitaliseras och bli föremål för
avskrivning. Exempel härpå är ombyggnad av en
maskin som höjer maskinens värde, vissa verktyg
med lång livslängd osv.
B-orderna däremot upptaga sådana arbeten, som
redovisas som omkostnad på resp. avdelning, såsom
reparationer, tillverkning av förbrukningsartiklar osv.
C-orderna slutligen skola debiteras en viss kund;
exempelvis specialverktyg, som endast användas
fölen bestämd kundorder.
För A- och B-order i tredje gruppen skall särskilt
tillstånd begäras, vilket skall passera fabrikschefen
och ekonomichefen. Dessutom skall alltid en kopia
av varje tillverkningsorder passera fabrikschefen för
godkännande.
Uppdelningen i A-, B- och C-order är givetvis gjord
i syfte att meddela kostnadsbokföringen hur de olika
tillverkningskostnaderna skola behandlas.
Vad det gäller reparationsavdelningarna är därmed
den improduktiva planeringens uppgift slut, såvida ej
gjutgods behöver inköpas eller anskaffas. Vad
däremot maskinverkstaden beträffar så utföras alla de
uppgifter, som sammanhänga med en
planeringsavdelnings åligganden.
Jag vill endast ge en kortare orientering över
behandlingen av en arbetsorder enl. fig. 1. För övrigt
vill jag beröra ett par synpunkter, speciella för den
typ av arbeten, som här avses.
Det är självklart att planering av arbeten med så
mångskiftande karaktär, som det här är fråga om,
i många avseenden blir vansklig. Det gäller ju sällan
tillverkning av serier utan en mängd order på
enstaka detaljer. Svårigheter uppstå också att
fastställa kapaciteten av den tekniska utrustningen.
Visserligen uppgöres varje halvår en behovsbudget, men
denna kommer av naturliga skäl endast att omfatta
större planerade arbeten.
120
4 april 1942
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}