
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik
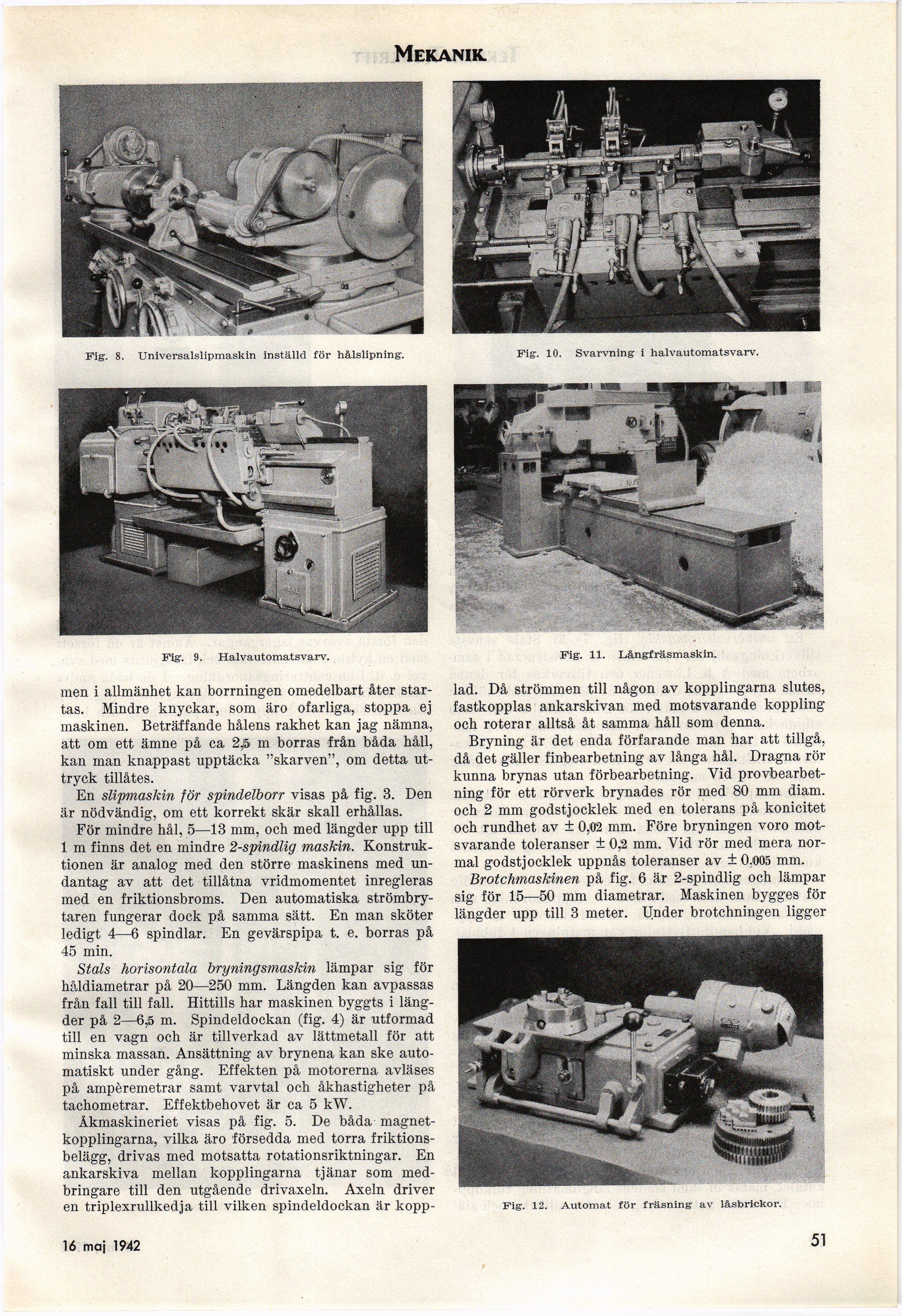
Fig". 10. Svarvning i halvautomatsvarv.
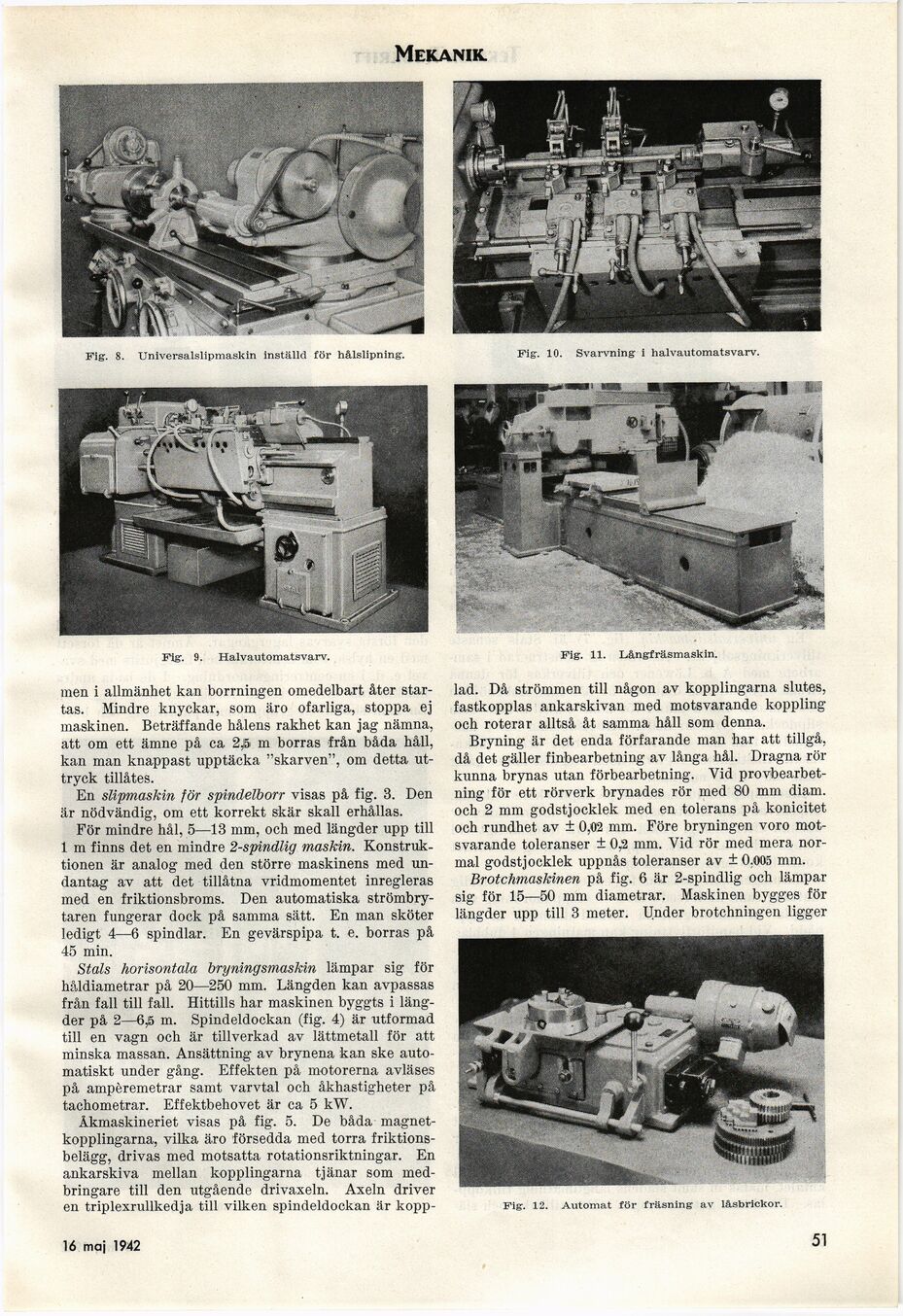
Fig. 8. Universalslipmaskin inställd för hålslipning.
Fig. 9. Halvautomatsvarv.
men i allmänhet kan borrningen omedelbart åter
startas. Mindre knyckar, som äro ofarliga, stoppa ej
maskinen. Beträffande hålens rakhet kan jag nämna,
att om ett ämne på ca 2,15 m borras från båda håll,
kan man knappast upptäcka "skarven", om detta
uttryck tillåtes.
En slipmaskin för spindelborr visas på fig. 3. Den
är nödvändig, om ett korrekt skär skall erhållas.
För mindre hål, 5—13 mm, och med längder upp till
1 m finns det en mindre 2-spindlig maskin.
Konstruktionen är analog med den större maskinens med
undantag av att det tillåtna vridmomentet inregleras
med en friktionsbroms. Den automatiska
strömbrytaren fungerar dock på samma sätt. En man sköter
ledigt 4—6 spindlar. En gevärspipa t. e. borras på
45 min.
Stals horisontala bryningsmaskin lämpar sig för
håldiametrar på 20—250 mm. Längden kan avpassas
från fall till fall. Hittills har maskinen byggts i
längder på 2—6,5 m. Spindeldockan (fig. 4) är utformad
till en vagn och är tillverkad av lättmetall för att
minska massan. Ansättning av brynena kan ske
automatiskt under gång. Effekten på motorerna avläses
på ampéremetrar samt varvtal och åkhastigheter på
tachometrar. Effektbehovet är ca 5 kW.
Åkmaskineriet visas på fig. 5. De båda
magnet-kopplingarna, vilka äro försedda med torra
friktionsbelägg, drivas med motsatta rotationsriktningar. En
ankarskiva mellan kopplingarna tjänar som
med-bringare till den utgående drivaxeln. Axeln driver
en triplexrullkedja till vilken spindeldockan är kopp-
Fig. 11. Långfräsmaskin.
lad. Då strömmen till någon av kopplingarna slutes,
fastkopplas ankarskivan med motsvarande koppling
och roterar alltså åt samma håll som denna.
Bryning är det enda förfarande man har att tillgå,
då det gäller finbearbetning av långa hål. Dragna rör
kunna brynas utan förbearbetning. Vid
provbearbetning för ett rörverk brynades rör med 80 mm diam.
och 2 mm godstjocklek med en tolerans på konicitet
och rundhet av ± 0,«2 mm. Före bryningen voro
motsvarande toleranser ± 0,2 mm. Vid rör med mera
normal godstjocklek uppnås toleranser av ± 0,005 mm.
Brotchmaskinen på fig. 6 är 2-spindlig och lämpar
sig för 15—50 mm diametrar. Maskinen bygges för
längder upp till 3 meter. Under brotchningen ligger
Fig. 12. Automat för fräsning av låsbrickor.
16 maj 1942
51
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}