
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik.
Fig. 7. Slipschema för
kulformade arbetsstycken.
successivt fram i slipläget på stödskenan, där det vid
slipskivans tillbakagång efter slipningen vid växling
för nytt arbetsstycke kastas ut.
Mera djupgripande förändringar, vilka väl äro av
pionjär karaktär inom området för centerlesslipning,
komma till synes i de tills vidare specialbyggda
maskinerna, där slipskivans bredd utökats till 500 och
800 mm.
Centerlesslipning enligt genomgångsförfarandet av
ringar, rullar, brickor, bultar eller liknande korta
arbetsstycken — ej stångmaterial —, som bilda så
att säga en flexibel materialsträng, framstår i en helt
annan dager, när skivor av antydda bredder komma
i bruk. Tidigare har arbetsstycket måst passera 5, 7
eller flera gånger och slutligen för att ernå en
fullgod ytbeskaffenhet, har en mera finkornig skiva måst
användas för de två sista genomgångarna. Med dessa
breda skivor färdigslipas arbetsstycket kort och gott
i en genomgång till de snävaste toleranser och med
alla önskade fordringar på ytbeskaffenhet. Man
sammanbygger nämligen skivan av flera sektioner
med olika kornighet och olika hårdhet.
Om man i genomgångsslipning kan nedbringa
arbetstiden till V7- à V9-del av den tidigare vid slipning
med breda skivor, så är tidsbesparingen ännu mera
slående, då det gäller instickslipning av upp till
800 mm längder med varierande profiler och ansatser.
I rundslipmaskiner med fasta centrum slipas ju
med en relativt smal skiva. Antingen är skivan eller
arbetsstycket rörligt i sidled och successivt
framsli-pas önskad profil och diameter. Avverkningen blir
också liten, 0,05/0,07 kg per tim.
En slipskiva av 500—800 mm bredd skär på en
gång utefter arbetsstyckets hela längd, samtidigt som
Reg/enrrcfsshvor
Fig. 10. Spindel med ansatser, 800 mm lång.
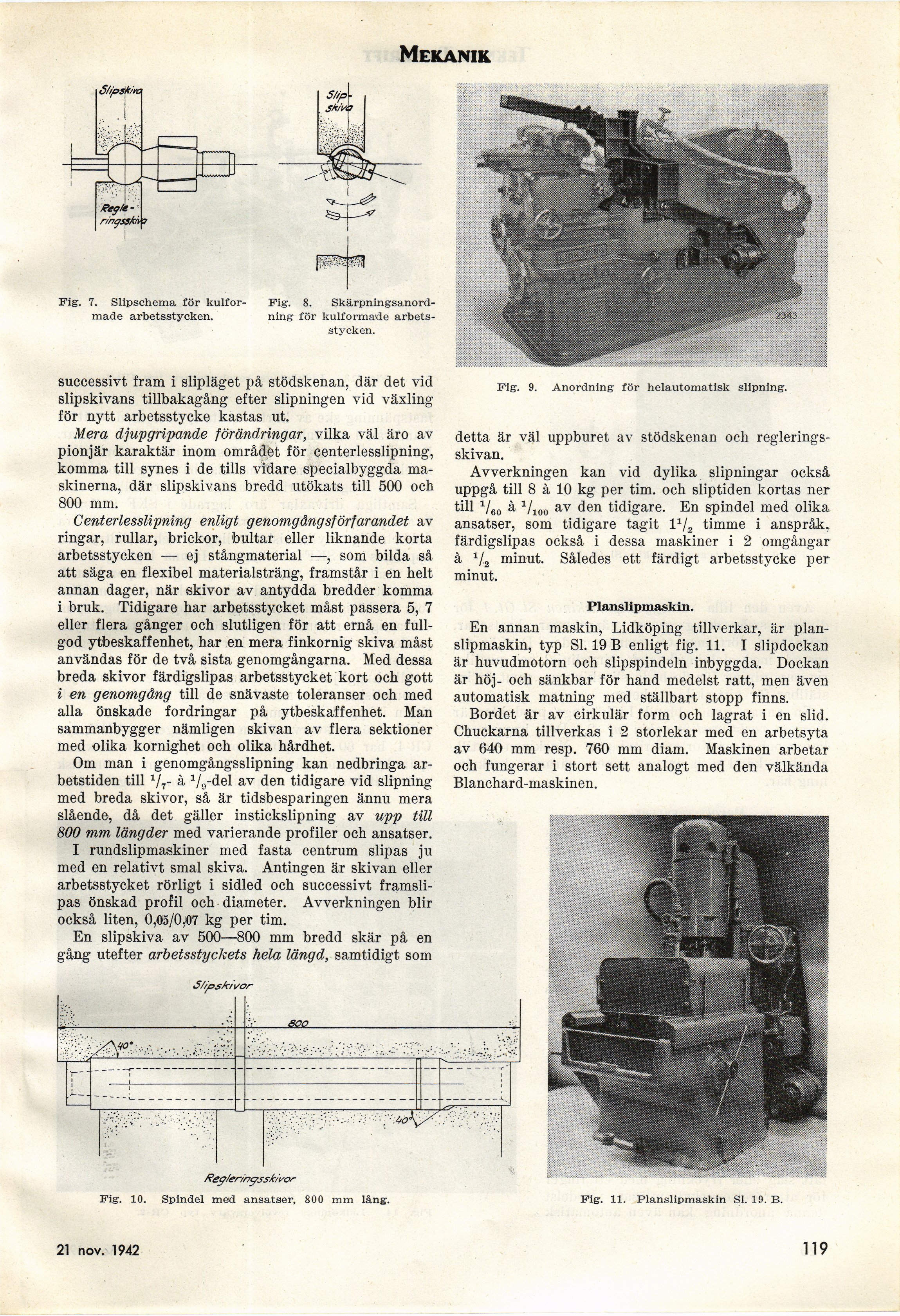
Fig. 11. Planslipmaskin SI. 19. B.
Fig. 9. Anordning för helautomatisk slipning.
detta är väl uppburet av stödskenan och
regleringsskivan.
Avverkningen kan vid dylika slipningar också
uppgå till 8 à 10 kg per tim. och sliptiden kortas ner
till V60 à 1/100 av den tidigare. En spindel med olika
ansatser, som tidigare tagit l1/2 timme i anspråk,
färdigslipas också i dessa maskiner i 2 omgångar
à 1/,2 minut. Således ett färdigt arbetsstycke per
minut.
Planslipmaskin.
En annan maskin, Lidköping tillverkar, är
planslipmaskin, typ SI. 19 B enligt fig. 11. I slipdockan
är huvudmotorn och slipspindeln inbyggda. Dockan
är höj- och sänkbar för hand medelst ratt, men även
automatisk matning med ställbart stopp finns.
Bordet är av cirkulär form och lagrat i en slid.
Chuckarna tillverkas i 2 storlekar med en arbetsyta
av 640 mm resp. 760 mm diam. Maskinen arbetar
och fungerar i stort sett analogt med den välkända
Blanchard-maskinen.
21 nov. 1942
119
Fig. 8.
Skärpningsanordning för kulformade
arbetsstycken.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}