
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
BERGSVETENSKAP
REDAKTÖR: ERNST J A ROTHELIUS
Kraftfördelningen vid valsning • Den jämförande kustsanden i Italien • De silverhaltiga
blymalmerna i provinsen Tarragona i Spanien • Litteratur • Föreningsmeddelanden
Krahfördelningen vid valsning
DIPL.-INGENJÖR FJ ALAR HOLMBERG, IMATRA
Försöken att på teoretisk väg bestämma de vid
valsning uppträdande krafterna äro många.
Problemet är dock komplicerat, och någon formel, som med
tillfredsställande noggrannhet beskriver det
verkliga förloppet såväl vid göt som plåtvalsning, torde
ej finnas. De av v. Karman (1) uppställda teorierna
äro på grund av sin komplicerade form svåra att
använda i praktiskt bruk.
Den enklaste och för överslagsberäkningar
lämpligaste formeln är
P = k1- b\jR (hf — hr) ■ 1 /r]
P — totala valstrycket i kg,
b — hetans medelbredd i mm,
R — valsradien i mm,
hf — hetans höjd före valsningen i mm,
A,= hetans höjd efter valsningen i mm,
k1— den spänning, vid vilken materialet börjar
plastiskt deformeras, kg/mm2.
Uttrycket härledes ju som bekant så att man
utgår från en teoretisk idealprocess, där friktionen är
noll och där trycket på valsarna längs hela
kontaktytan är lika med k1.
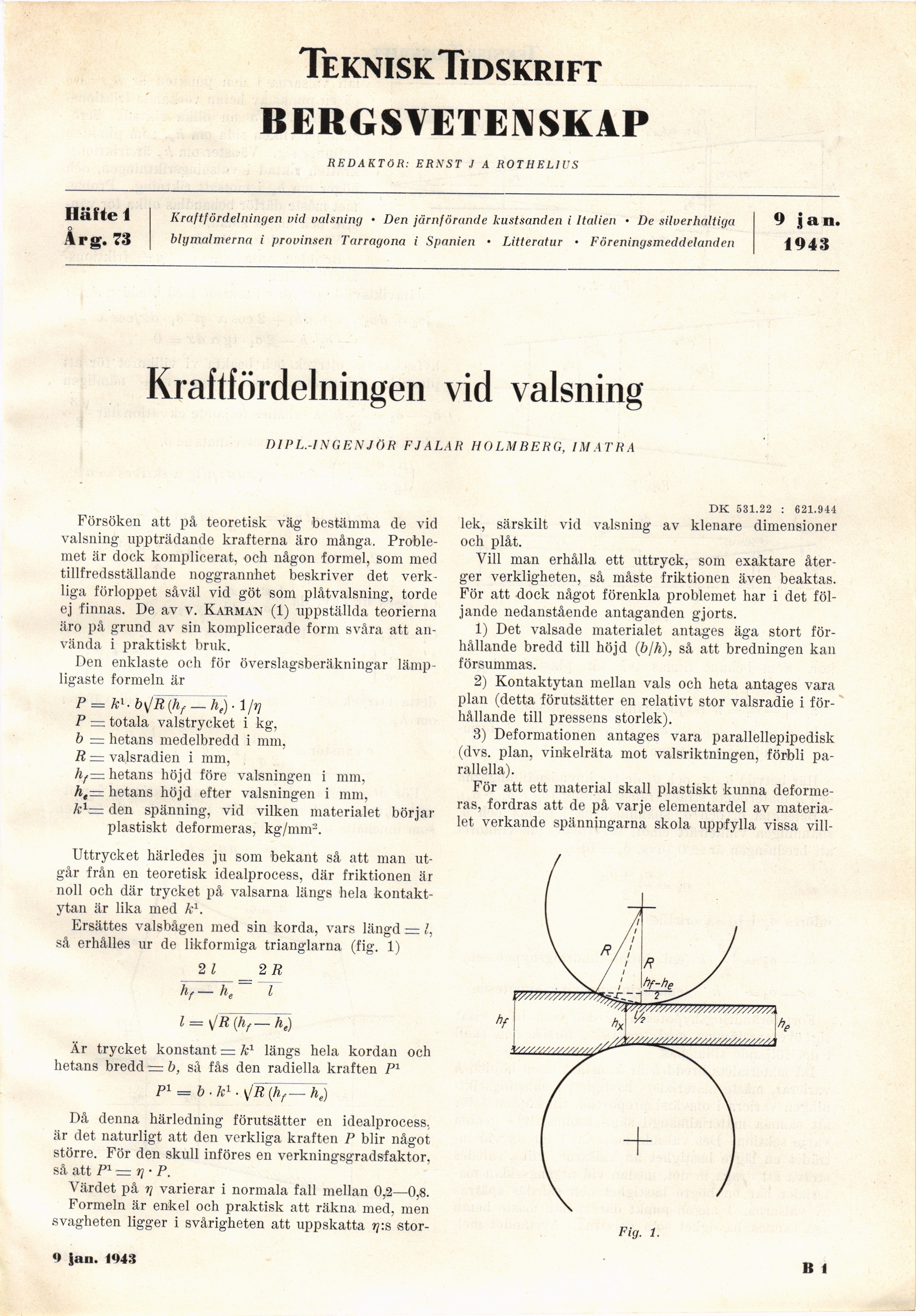
Ersättes valsbågen med sin körda, vars längd = l,
så erhålles ur de likformiga trianglarna (fig. 1)
21 _2 R
hf— he l
l = slR[hf— he)
Är trycket konstant = k1 längs hela kordan och
hetans bredd b, så fås den radiella kraften P1
fi = b • k1 ■ \ R (hf— he)
Då denna härledning förutsätter en idealprocess,
är det naturligt att den verkliga kraften P blir något
större. För den skull införes en verkningsgradsfaktor,
så att P1 — »7 • P.
Värdet på rj varierar i normala fall mellan 0,2—0,8.
Formeln är enkel och praktisk att räkna med, men
svagheten ligger i svårigheten att uppskatta t]:s stor-
DK 531.22 : 621.944
lek, särskilt vid valsning av klenare dimensioner
och plåt.
Vill man erhålla ett uttryck, som exaktare
återger verkligheten, så måste friktionen även beaktas.
För att dock något förenkla problemet har i det
följande nedanstående antaganden gjorts.
1) Det valsade materialet antages äga stort
förhållande bredd till höjd (b/h), så att bredningen kan
försumma-s.
2) Kontaktytan mellan vals och heta antages vara
plan (detta förutsätter en relativt stor valsradie i
förhållande till pressens storlek).
3) Deformationen antages vara parallellepipedisk
(dvs. plan, vinkelräta mot valsriktningen, förbli
parallella).
För att ett material skall plastiskt kunna
deformeras, fordras att de på varje elementardel av
materialet verkande spänningarna skola uppfylla vissa vill-
«) inn. 1*)43
I lä l ie i
Årg. 73
9 jan.
1943
Fig. 1.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}