
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
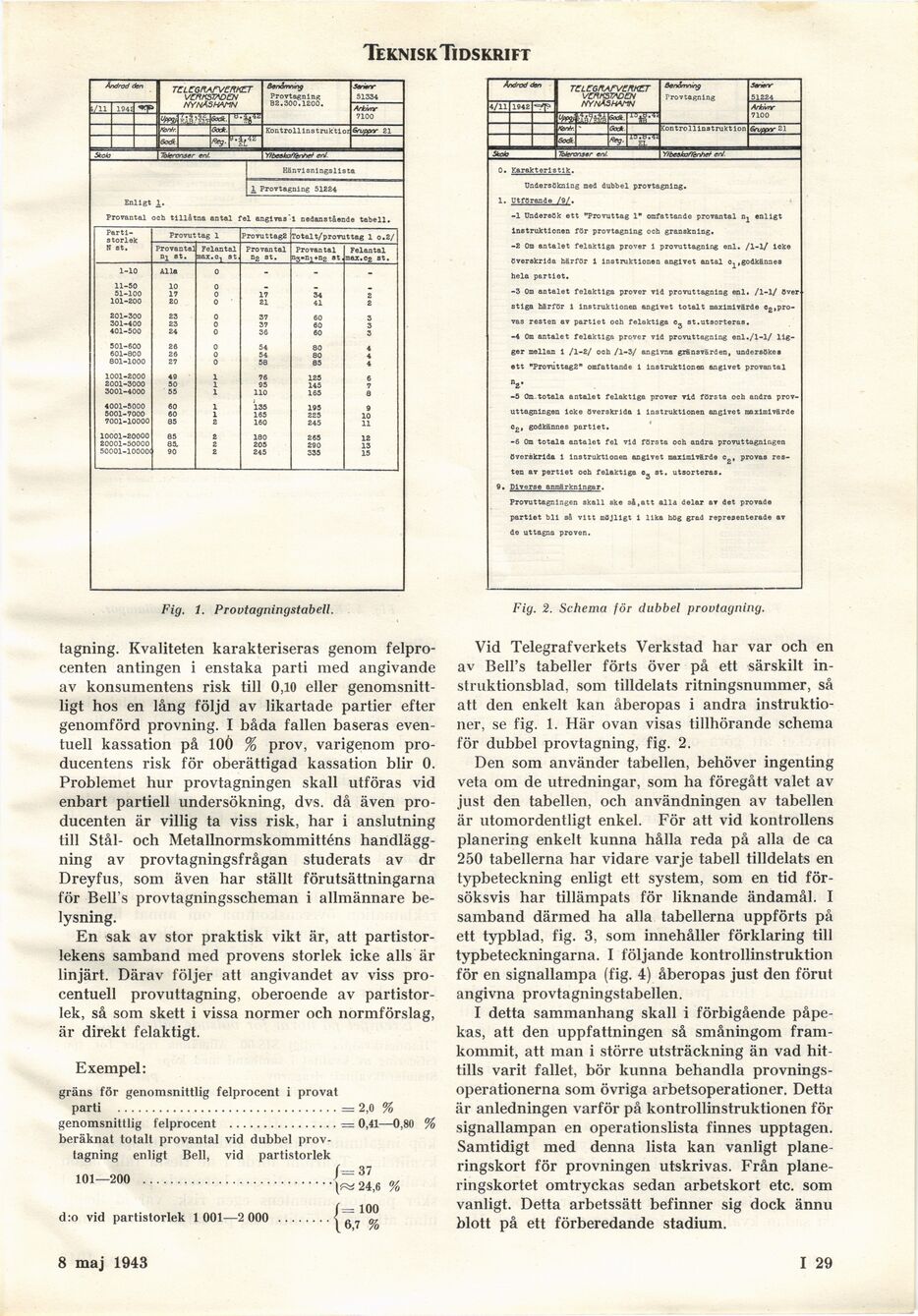
Fig. 1. Provtagningstabell.
tagning. Kvaliteten karakteriseras genom
felprocenten antingen i enstaka parti med angivande
av konsumentens risk till 0,10 eller
genomsnittligt hos en lång följd av likartade partier efter
genomförd provning. I båda fallen baseras
eventuell kassation på 10Ö % prov, varigenom
producentens risk för oberättigad kassation blir 0.
Problemet hur provtagningen skall utföras vid
enbart partiell undersökning, dvs. då även
producenten är villig ta viss risk, har i anslutning
till Stål- och Metallnormskommitténs
handläggning av provtagningsfrågan studerats av dr
Dreyfus, som även har ställt förutsättningarna
för Bell’s provtagningsscheman i allmännare
belysning.
En sak av stor praktisk vikt är, att
partistorlekens samband med provens storlek icke alls är
linjärt. Därav följer att angivandet av viss
procentuell provuttagning, oberoende av
partistorlek, så som skett i vissa normer och normförslag,
är direkt felaktigt.
Exempel:
gräns för genomsnittlig felprocent i provat
parti ................................= 2,0 %
genomsnittlig felprocent ................. 0,41—0,80 %
beräknat totalt provantal vid dubbel
provtagning enligt Bell, vid partistorlek
101—200 ..........................
d:o vid partistorlek 1 001—2 000 ......
Fig. 2. Schema för dubbel provtagning.
Vid Telegrafverkets Verkstad har var och en
av Bell’s tabeller förts över på ett särskilt
instruktionsblad, som tilldelats ritningsnummer, så
att den enkelt kan åberopas i andra
instruktioner, se fig. 1. Här ovan visas tillhörande schema
för dubbel provtagning, fig. 2.
Den som använder tabellen, behöver ingenting
veta om de utredningar, som ha föregått valet av
just den tabellen, och användningen av tabellen
är utomordentligt enkel. För att vid kontrollens
planering enkelt kunna hålla reda på alla de ca
250 tabellerna har vidare varje tabell tilldelats en
typbeteckning enligt ett system, som en tid
försöksvis har tillämpats för liknande ändamål. I
samband därmed ha alla tabellerna uppförts på
ett typblad, fig. 3, som innehåller förklaring till
typbeteckningarna. I följande kontrollinstruktion
för en signallampa (fig. 4) åberopas just den förut
angivna provtagningstabellen.
I detta sammanhang skall i förbigående
påpekas, att den uppfattningen så småningom
framkommit, att man i större utsträckning än vad
hittills varit fallet, bör kunna behandla
provningsoperationerna som övriga arbetsoperationer. Detta
är anledningen varför på kontrollinstruktionen för
signallampan en operationslista finnes upptagen.
Samtidigt med denna lista kan vanligt plane
ringskort för provningen utskrivas. Från
planeringskortet omtryckas sedan arbetskort etc. som
vanligt. Detta arbetssätt befinner sig dock ännu
blott på ett förberedande stadium.
ß mars 1943
I 29
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}