
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
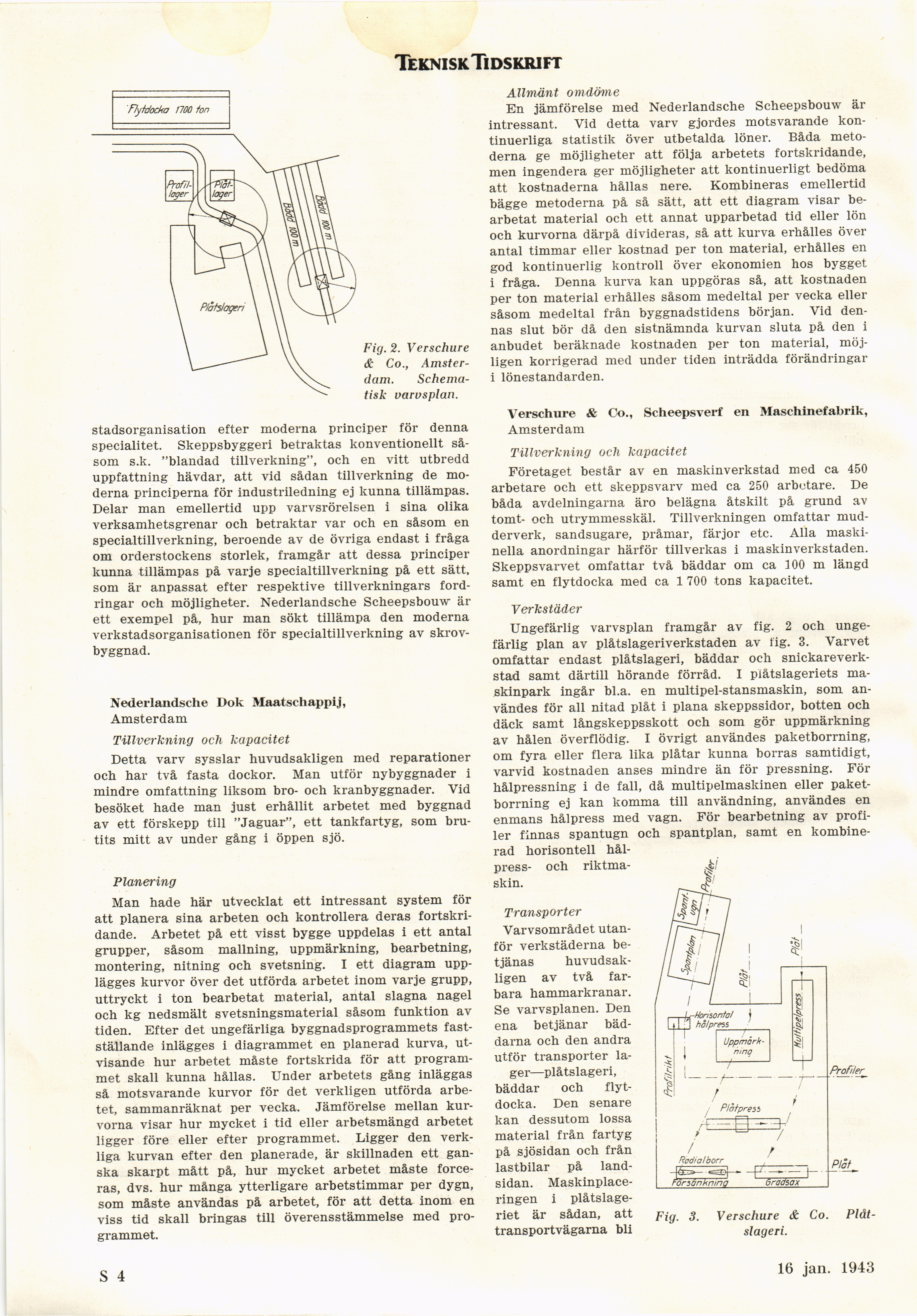
Fig. 2. Verschure
& Co.,
Amsterdam. Schematisk varvsplan.
stadsorganisation efter moderna principer för denna
specialitet. Skeppsbyggeri betraktas konventionellt
såsom s.k. "blandad tillverkning", och en vitt utbredd
uppfattning hävdar, att vid sådan tillverkning de
moderna principerna för industriledning ej kunna tillämpas.
Delar man emellertid upp varvsrörelsen i sina olika
verksamhetsgrenar och betraktar var och en såsom en
specialtillverkning, beroende av de övriga endast i fråga
om orderstockens storlek, framgår att dessa principer
kunna tillämpas på varje specialtillverkning på ett sätt,
som är anpassat efter respektive tillverkningars
fordringar och möjligheter. Nederlandsche Scheepsbouw är
ett exempel på, hur man sökt tillämpa den moderna
verkstadsorganisationen för specialtillverkning av
skrovbyggnad.
Nederlandsche Dok Maatschappij,
Amsterdam
Tillverkning och kapacitet
Detta varv sysslar huvudsakligen med reparationer
och har två fasta dockor. Man utför nybyggnader i
mindre omfattning liksom bro- och kranbyggnader. Vid
besöket hade man just erhållit arbetet med byggnad
av ett förskepp till "Jaguar", ett tankfartyg, som
brutits mitt av under gång i öppen sjö.
Planering
Man hade här utvecklat ett intressant system för
att planera sina arbeten och kontrollera deras
fortskridande. Arbetet på ett visst bygge uppdelas i ett antal
grupper, såsom mallning, uppmärkning, bearbetning,
montering, nitning och svetsning. I ett diagram
upplägges kurvor över det utförda arbetet inom varje grupp,
uttryckt i ton bearbetat material, antal slagna nagel
och kg nedsmält svetsningsmaterial såsom funktion av
tiden. Efter det ungefärliga byggnadsprogrammets
fastställande inlägges i diagrammet en planerad kurva,
utvisande hur arbetet måste fortskrida för att
programmet skall kunna hållas. Under arbetets gång inläggas
så motsvarande kurvor för det verkligen utförda
arbetet, sammanräknat per vecka. Jämförelse mellan
kurvorna visar hur mycket i tid eller arbetsmängd arbetet
ligger före eller efter programmet. Ligger den
verkliga kurvan efter den planerade, är skillnaden ett
ganska skarpt mått på, hur mycket arbetet måste
forceras, dvs. hur många ytterligare arbetstimmar per dygn,
som måste användas på arbetet, för att detta inom en
viss tid skall bringas till överensstämmelse med
programmet.
Allmänt omdöme
En jämförelse med Nederlandsche Scheepsbouw är
intressant. Vid detta varv gjordes motsvarande
kontinuerliga statistik över utbetalda löner. Båda
metoderna ge möjligheter att följa arbetets fortskridande,
men ingendera ger möjligheter att kontinuerligt bedöma
att kostnaderna hållas nere. Kombineras emellertid
bägge metoderna på så sätt, att ett diagram visar
bearbetat material och ett annat upparbetad tid eller lön
och kurvorna därpå divideras, så att kurva erhålles över
antal timmar eller kostnad per ton material, erhålles en
god kontinuerlig kontroll över ekonomien hos bygget
i fråga. Denna kurva kan uppgöras så, att kostnaden
per ton material erhålles såsom medeltal per vecka eller
såsom medeltal från byggnadstidens början. Vid
dennas slut bör då den sistnämnda kurvan sluta på den i
anbudet beräknade kostnaden per ton material,
möjligen korrigerad med under tiden inträdda förändringar
i lönestandarden.
Verschure & Co., Scheepsverf en Maschinefabrik,
Amsterdam
Tillverkning och kapacitet
Företaget består av en maskinverkstad med ca 450
arbetare och ett skeppsvarv med ca 250 arbetare. De
båda avdelningarna äro belägna åtskilt på grund av
tomt- och utrymmesskäl. Tillverkningen omfattar
mudderverk, sandsugare, pråmar, färjor etc. Alla
maskinella anordningar härför tillverkas i maskinverkstaden.
Skeppsvarvet omfattar två bäddar om ca 300 m längd
samt en flytdocka med ca 1 700 tons kapacitet.
Verkstäder
Ungefärlig varvsplan framgår av fig. 2 och
ungefärlig plan av plåtslageriverkstaden av fig. 3. Varvet
omfattar endast plåtslageri, bäddar och
snickareverkstad samt därtill hörande förråd. I plåtslageriets
maskinpark ingår bl.a. en multipel-stansmaskin, som
användes för all nitad plåt i plana skeppssidor, botten och
däck samt långskeppsskott och som gör uppmärkning
av hålen överflödig. I övrigt användes paketborrning,
om fyra eller flera lika plåtar kunna borras samtidigt,
varvid kostnaden anses mindre än för pressning. För
hålpressning i de fall, då multipelmaskinen eller
paketborrning ej kan komma till användning, användes en
enmans hålpress med vagn. För bearbetning av
profiler finnas spantugn och spantplan, samt en
kombinerad horisontell
hålpress- och
riktma-skin.
Transporter
Varvsområdet
utanför verkstäderna
betjänas huvudsakligen av två
farbara hammarkranar.
Se varvsplanen. Den
ena betjänar
bäddarna och den andra
utför transporter
lager—plåtslageri,
bäddar och
flytdocka. Den senare
kan dessutom lossa
material från fartyg
på sjösidan och från
lastbilar på
landsidan. Maskinplaceringen i
plåtslageriet är sådan, att
transportvägarna bli
Fig. 3. Verschure & Co.
Plåtslageri.
S 6 16 jan. 1943
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}