
Full resolution (JPEG) - On this page / på denna sida - H. 24. 17 juni 1944 - Malltekniken inom flygindustrin, av Roland Johnson

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
(734
TEKNISK TIDSKRIFT
len med såväl flänshöjd som flänsvinkel angiven.
När mallen sedan blivit kontrollerad är den fär
dig att användas av experimentverkstaden.
Skall flänsningen ske i hydraulisk press,
erfordras ett hydropressblock, ett slags pressdyna i
form av ett masonitblock. Underlaget för detta
verktyg är en mall, blockmallen, som alltså är en
verktygsritning. Mallens kontur erhålles från
spantrutemallen och för att detaljen skall
placeras rätt på verktyget — där den fixeras med
styrstift — borras styrhål för dessa stift i detaljen
från utbredningsmallen. Denna i sin tur
samborras med blockmallen, från vilken hålen för
styrstiften borras i verktyget.
När det gäller att kapa profiler, att trimma dem
och borra styrhål för deras placering uppgöras
trimmallar, som äro plana plåtmallar. Dessa äro
så anordnade, att var och en av två kanter
representerar profilens liv resp. fläns. För att
styr-hålen i profilen skola stämma överens med hålen
i granndetaljen samborras trimmallen med
utbredningsmallen.
I fråga om detaljer, som för hand skola bockas
eller krympas, kontrolleras med konturmallar
att bockningen blir rätt utförd.
Dubbelkrökta ytor
Ytterst få detaljer i ett skalkonstruerat flygplan
äro plana. De flesta äro enkelkrökta, men det
finnes en hel del dubbelkrökta detaljer, några av
dessa mycket invecklade. För att tillverka dessa
detaljer erfordras helt andra hjälpmedel än de
förut nämnda.
Materialet i dessa detaljer skall drivas mer eller
mindre kraftigt och då man tillverkar ett
provflygplan försöker man såvitt möjligt driva dem
för hand över enkla block. När det gäller mycket
kraftiga formförändringar, måste emellertid
plåt-hejaren tillgripas.
Vid tillverkning av sänkena till dessa plåthejare
erfordras ganska komplicerade underlag. I
Tyskland, där tillgången på magnesium är god,
användes elektron i såväl över- som underverktyg.
Dessa sänken ha den fördelen, att de äro lätta och
således händiga att handskas med även om det
gäller verktyg till en flera meter lång panel.
I USA använder man zink i underverktyget och
bly i öververktyget. Dessutom har man där
experimenterat fram en särskild legering för
un-dersänken, kallad "Plast Alloy"; som namnet
anger är det ett slags plastisk legering, som säges
icke spricka ens då sänkena ha kilformiga urtag.
Översänket består av bly.
Hos SAAB användes zink i underverktyget och
bly i öververktyget. Zinkverktyget gjutes i en
sandform och blyverktyget gjutes i det stelnade
zinkverktyget. Endast en gjutform behöver
därför ställas i ordning och formningen sker i en
flaska av trä direkt på golvet i
plåthejarverksta-den. Emedan man alltid vill ha detaljen liggande
i ett konkavt underverktyg och de flesta
modellerna ha konvexa ytor, tas ett gipsavtryck av
modellen, varefter man formar efter detta.
För att tillverka modellen utgår man från
spantrutan. Här erhållas direkt de kurvor, som ligga i
spantrutans plan, och efter dessa kurvor göras
hakmallar. För kurvaturen i andra plan måste
ofta ganska komplicerade utslag göras, så att
ytornas vridning och krökning, deras lutning mot
referensplanen osv. komma fram. Även för dessa
kurvor göras hakmallar, vilka skola placeras på
ett visst sätt. Anvisningar om detta ges på en bas-
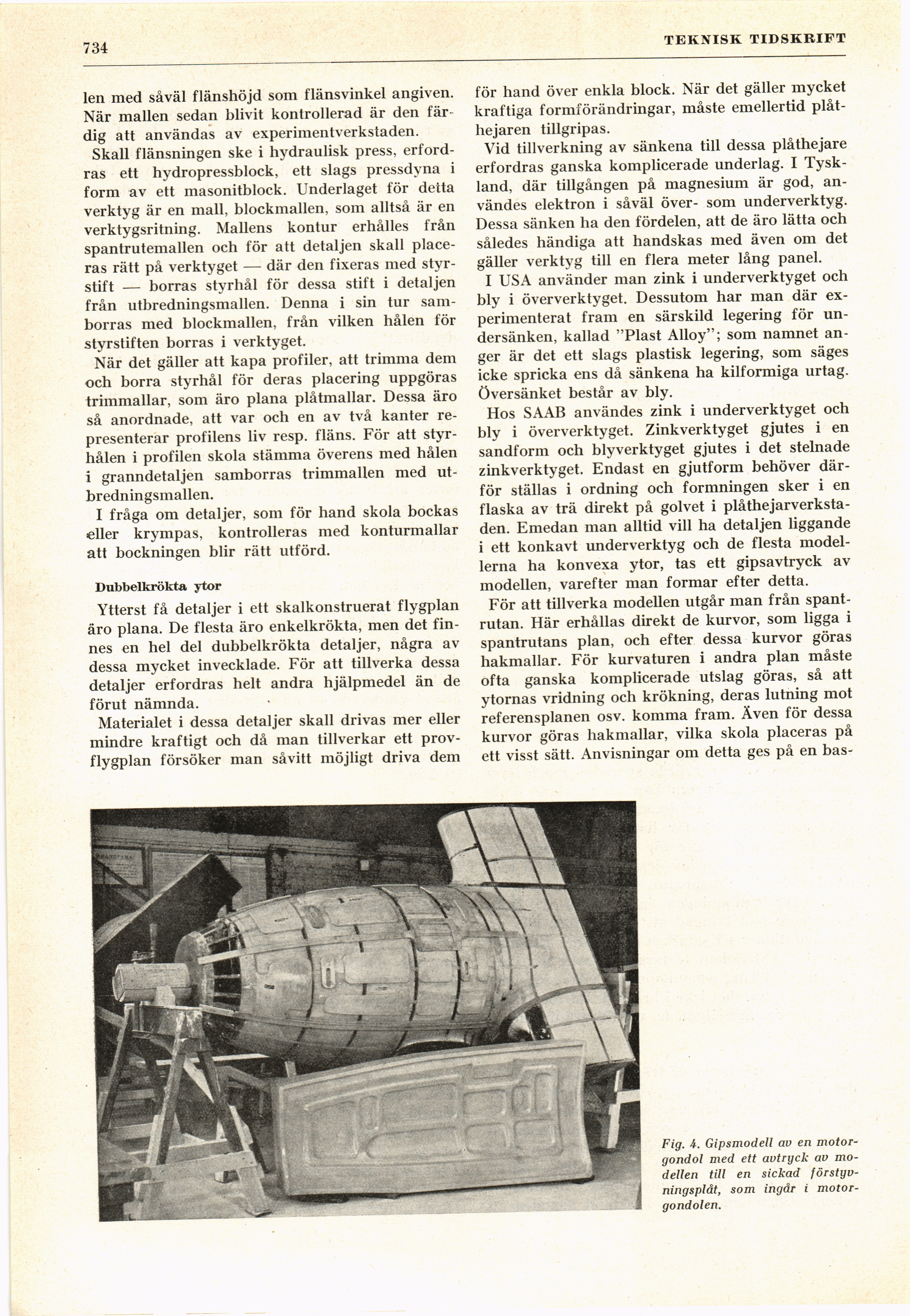
Fig. 4. Gipsmodell av en
motorgondol med ett avtryck av
modellen till en sickad
förstyv-ningsplåt, som ingår i
motorgondolen.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}