
Full resolution (JPEG) - On this page / på denna sida - H. 50. 16 december 1944 - Hydrauliken i de stora krafternas tjänst, av Carl Elieson

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1460 ■ TEKNISK TIDSKRIFT
de önska få fram hos aluminiumplåten och
placera denna på ett av pressborden. På det andra
lägga de en tjock plan dyna av mjukt gummi och
mellan dem den plana plåten, som skall formas.
När så pressen slutes, formar sig gummidynan
efter schablonen och plåten följer villigt med. Vilja
de ha hål i plåten, så ta de ett motsvarande hål i
schablonen och sko detta med en härdad
stål-ring. Den över hålet fribärande plåten håller inte
för trycket från gummidynan utan skäres av
utefter stålringen så att hål bildas i plåten.
Upp-flänsning kring hålet kan också åstadkommas
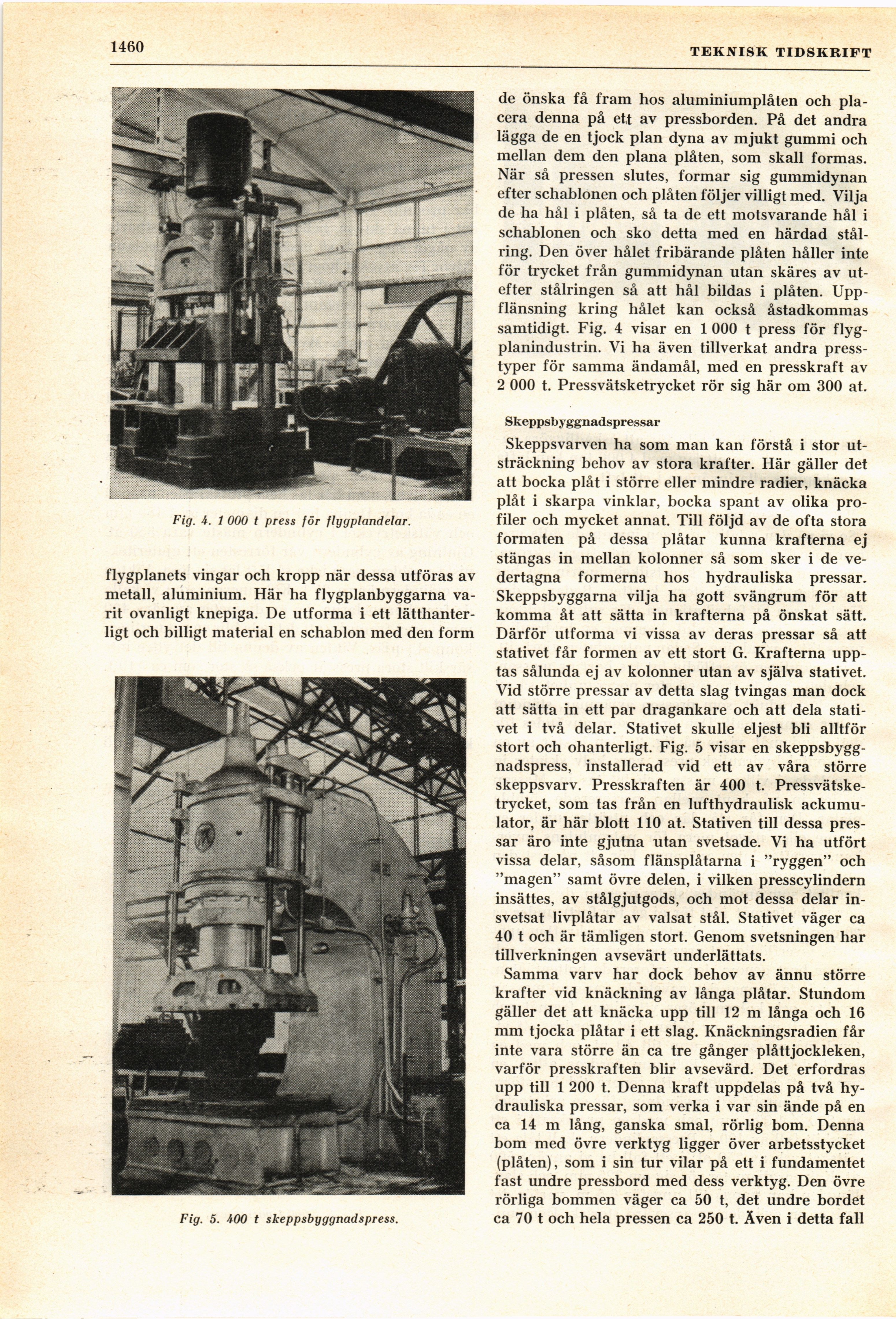
samtidigt. Fig. 4 visar en 1 000 t press för
flygplanindustrin. Vi ha även tillverkat andra
press-typer för samma ändamål, med en presskraft av
2 000 t. Pressvätsketrycket rör sig här om 300 at.
Skeppsbyggnadspressar
Skeppsvarven ha som man kan förstå i stor
utsträckning behov av stora krafter. Här gäller det
att bocka plåt i större eller mindre radier, knäcka
plåt i skarpa vinklar, bocka spant av olika
profiler och mycket annat. Till följd av de ofta stora
formaten på dessa plåtar kunna krafterna ej
stängas in mellan kolonner så som sker i de
vedertagna formerna hos hydrauliska pressar.
Skeppsbyggarna vilja ha gott svängrum för att
komma åt att sätta in krafterna på önskat sätt.
Därför utforma vi vissa av deras pressar så att
stativet får formen av ett stort G. Krafterna
upptas sålunda ej av kolonner utan av själva stativet.
Vid större pressar av detta slag tvingas man dock
att sätta in ett par dragankare och att dela
stativet i två delar. Stativet skulle eljest bli alltför
stort och ohanterligt. Fig. 5 visar en
skeppsbygg-nadspress, installerad vid ett av våra större
skeppsvarv. Presskraften är 400 t.
Pressvätsketrycket, som tas från en lufthydraulisk
ackumulator, är här blott 110 at. Stativen till dessa
pressar äro inte gjutna utan svetsade. Vi ha utfört
vissa delar, såsom flänsplåtarna i "ryggen" och
"magen" samt övre delen, i vilken presscylindern
insättes, av stålgjutgods, och mot dessa delar
insvetsat livplåtar av valsat stål. Stativet väger ca
40 t och är tämligen stort. Genom svetsningen har
tillverkningen avsevärt underlättats.
Samma varv har dock behov av ännu större
krafter vid knäckning av långa plåtar. Stundom
gäller det att knäcka upp till 12 m långa och 16
mm tjocka plåtar i ett slag. Knäckningsradien får
inte vara större än ca tre gånger plåttjockleken,
varför presskraften blir avsevärd. Det erfordras
upp till 1 200 t. Denna kraft uppdelas på två
hydrauliska pressar, som verka i var sin ände på en
ca 14 m lång, ganska smal, rörlig bom. Denna
bom med övre verktyg ligger över arbetsstycket
(plåten), som i sin tur vilar på ett i fundamentet
fast undre pressbord med dess verktyg. Den övre
rörliga bommen väger ca 50 t, det undre bordet
ca 70 t och hela pressen ca 250 t. Även i detta fall
flygplanets vingar och kropp när dessa utföras av
metall, aluminium. Här ha flygplanbyggarna
varit ovanligt knepiga. De utforma i ett
lätthanterligt och billigt material en schablon med den form
Fig. 4. 1 000 t press för flygplandelar.
Fig. 5. 400 t skeppsbyggnadspress.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}