
Full resolution (JPEG) - On this page / på denna sida - H. 18. 5 maj 1945 - Fortlöpande kvalitetskontroll av bearbetade detaljer, av E A Backlund - Telefon AB LM Ericsson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
512
TEKNISK TIDSKRIFT
ha registrerats på kontrolldiagrammen, och på andra mera
allmänna karakteristika.
Det är här fråga om en detalj, soin har tillverkats på en
mångspindlig automat, varför provet består av ett föremål
från varje spindel. Om detaljen i stället hade tillverkats
på en enspindlig maskin, får provet bestå av så många
föremål, som kan anses lämpligt, dock minst fyra. Man
tar i allmänhet ut provföremål oftare ju mera
bearbetningsoperationen beror av arbetarens skicklighet.
De fördelar, som uppnås med den kvalitetskontroll, som
används vid Springfieldfabriken, kunna sammanfattas på
följande sätt:
genom grafisk registrering av varje mått får man en bild
av dimensionerna på de detaljer, som tillverkas, och deras
läge i förhållande till toleransgränserna;
diagrammet över medelvärdena för respektive prover
utgör en åskådlig bild av varje tendens till fel, som det kan
bli fråga om;
ett bestämt avgränsat ansvar ålägges både den som svarar
för kvalitetskontrollen och avdelningskontrollen. Detta
ansvar består i att se upp, om korrektiva åtgärder behövas,
ocli att se till, att sådana åtgärder verkligen vidtas;
avbrotten i tillverkningen begränsas till det minimum,
som är ofrånkomligt vid framställning av godtagbara
detaljer, eftersom någon framställning av felaktiga detaljer
icke behöver förekomma;
standardiseringen av kontrollarbetet minskar möjligheten
till sänkning av kvaliteten på grund av likgiltighet,
partiskhet, brådska och andra faktorer;
emedan detta kontrollsystem är baserat på fastställda
toleranser och på den genom provning konstaterade
ojämnheten i arbetsprocessen har det en logisk styrka, som gör
att det möter mycket litet motstånd;
fördelningen av olika slag och grader av ansvar mellan
olika individer ökar effektiviteten.
Avdelningskontrollanterna befrias från en stor del av den rutinmässiga
kontrollen och kunna följaktligen hinna med att övervaka
mycket flera maskinoperationer;
arbetet med kontroll av detaljer minskas, därför att
tillverkningen av felaktiga detaljer ofta kan förutses och
hindras. När t.ex. successiva medelvärden enligt
kontrolldiagrammet visa en tendens att närma sig endera
kontrollgränsen, kunna kommande svårigheter elimineras, innan de
inträffa, dvs. innan måtten börja överskrida
toleransgränserna.
Den kontroll vid automatsvarvning som beskrives här
ovan gäller icke ett "normalmått", såsom man vanligen
brukar tänka sig, när man använder
kontrolldiagramför-farandet vid godkännande av tillverkningspartier. Det är i
stället här fråga om ett "exakt" mått.
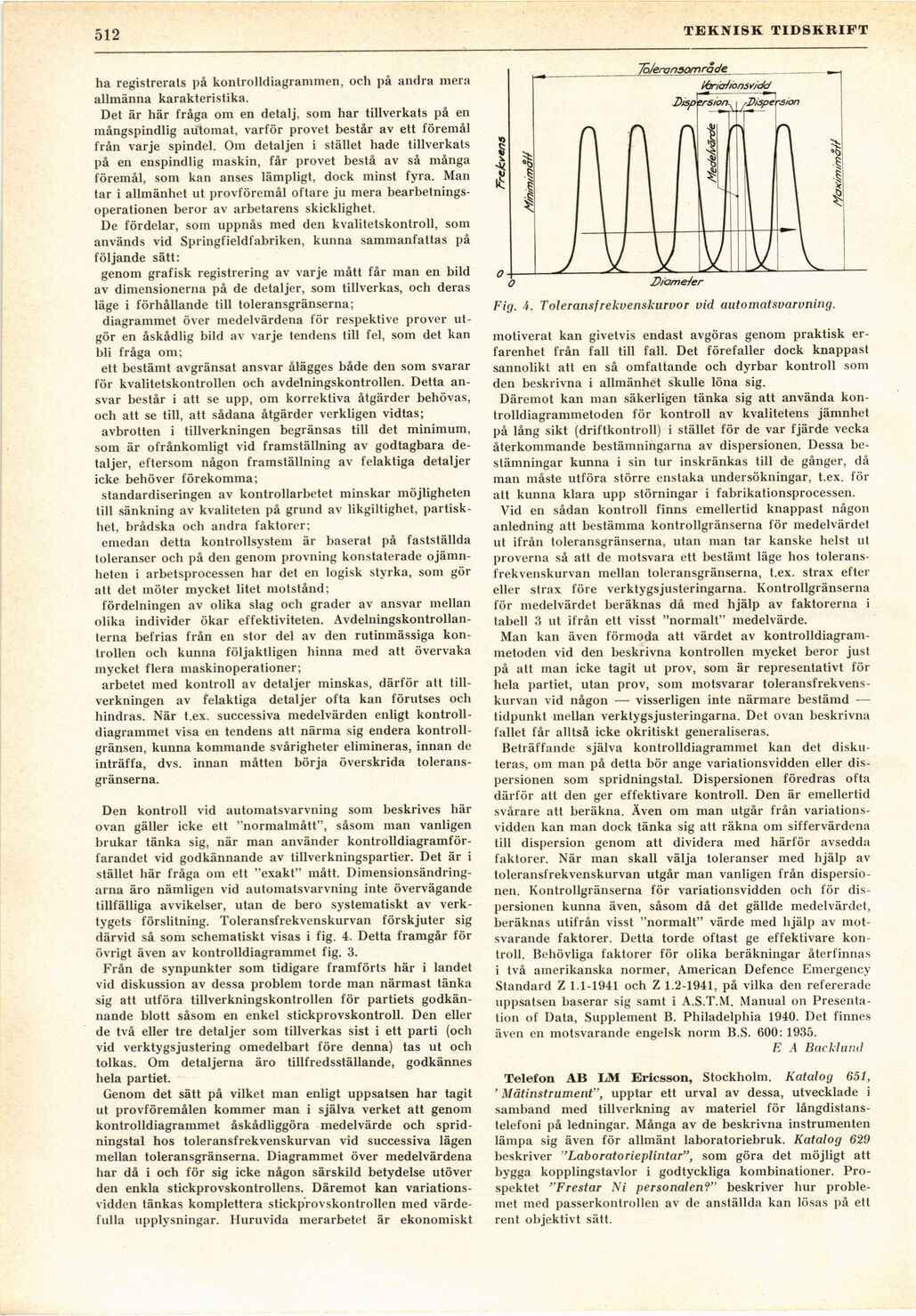
Dimensionsändringarna äro nämligen vid automatsvarvning inte övervägande
tillfälliga avvikelser, utan de bero systematiskt av
verktygets förslitning. Toleransfrekvenskurvan förskjuter sig
därvid så som schematiskt visas i fig. 4. Detta framgår för
övrigt även av kontrolldiagrammet fig. 3.
Från de synpunkter som tidigare framförts här i landet
vid diskussion av dessa problem torde man närmast tänka
sig att utföra tillverkningskontrollen för partiets
godkännande blott såsom en enkel stickprovskontroll. Den eller
de två eller tre detaljer som tillverkas sist i ett parti (och
vid verktygsjustering omedelbart före denna) tas ut och
tolkas. Om detaljerna äro tillfredsställande, godkännes
bela partiet.
Genom det sätt på vilket man enligt uppsatsen har tagit
ut provföremålen kommer man i själva verket att genom
kontrolldiagrammet åskådliggöra medelvärde och
spridningstal hos toleransfrekvenskurvan vid successiva lägen
mellan toleransgränserna. Diagrammet över medelvärdena
har då i och för sig icke någon särskild betydelse utöver
den enkla stickprovskontrollens. Däremot kan
variationsvidden tänkas komplettera stickprovskontrollen med
värdefulla upplysningar. Huruvida merarbetet är ekonomiskt
Fig. 4. Toleransfrekvenskurvor vid automatsvarvning.
motiverat kan givetvis endast avgöras genom praktisk
erfarenhet från fall till fall. Det förefaller dock knappast
sannolikt att en så omfattande och dyrbar kontroll som
den beskrivna i allmänhet skulle löna sig.
Däremot kan man säkerligen tänka sig att använda
kon-trolldiagrammetoden för kontroll av kvalitetens jämnhet
på lång sikt (driftkontroll) i stället för de var fjärde vecka
återkommande bestämningarna av dispersionen. Dessa
bestämningar kunna i sin tur inskränkas till de gånger, då
man måste utföra större enstaka undersökningar, t.ex. för
att kunna klara upp störningar i fabrikationsprocessen.
Vid en sådan kontroll finns emellertid knappast någon
anledning att bestämma kontrollgränserna för medelvärdet
ut ifrån toleransgränserna, utan man tar kanske helst ut
proverna så att de motsvara ett bestämt läge hos
toleransfrekvenskurvan mellan toleransgränserna, t.ex. strax efter
eller strax före verktygsjusteringarna. Kontrollgränserna
för medelvärdet beräknas då med hjälp av faktorerna i
tabell 3 ut ifrån ett visst "normalt" medelvärde.
Man kan även förmoda att värdet av
kontrolldiagram-metoden vid den beskrivna kontrollen mycket beror just
på att man icke tagit ut prov, som är representativt för
hela partiet, utan prov, som motsvarar
toleransfrekvenskurvan vid någon — visserligen inte närmare bestämd —
tidpunkt mellan verktygsjusteringarna. Det ovan beskrivna
fallet får alltså icke okritiskt generaliseras.
Beträffande själva kontrolldiagrammet kan det
diskuteras, om man på detta bör ånge variationsvidden eller
dispersionen som spridningstal. Dispersionen föredras ofta
därför att den ger effektivare kontroll. Den är emellertid
svårare att beräkna. Även om man utgår från
variationsvidden kan man dock tänka sig att räkna om siffervärdena
till dispersion genom att dividera med härför avsedda
faktorer. När man skall välja toleranser med hjälp av
toleransfrekvenskurvan utgår man vanligen från
dispersionen. Kontrollgränserna för variationsvidden och för
dispersionen kunna även, såsom då det gällde medelvärdet,
beräknas utifrån visst "normalt" värde med hjälp av
motsvarande faktorer. Detta torde oftast ge effektivare
kontroll. Behövliga faktorer för olika beräkningar återfinnas
i två amerikanska normer, American Defence Emergency
Standard Z 1.1-1941 och Z 1.2-1941, på vilka den refererade
uppsatsen baserar sig samt i A.S.T.M. Manual ön
Presentation of Data, Supplement B. Philadelphia 1940. Det finnes
även en motsvarande engelsk norm B.S. 600: 1935.
E A Backlund
Telefon AB LM Ericsson, Stockholm. Katalog 651,
’ Mätinstrument’’, upptar ett urval av dessa, utvecklade i
samband med tillverkning av materiel för
långdistans-telefoni på ledningar. Många av de beskrivna instrumenten
lämpa sig även för allmänt laboratoriebruk. Katalog 629
beskriver ’’Laboratorieplintar", som göra det möjligt att
bygga kopplingstavlor i godtyckliga kombinationer.
Prospektet "Frestar Ni personalen?" beskriver hur
problemet med passerkontrollen av de anställda kan lösas på ett
rent objektivt sätt.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}