
Full resolution (JPEG) - On this page / på denna sida - H. 40. 6 oktober 1945 - Induktionsvärme, av Gunnar Wennerberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
6 oktober 1945
1095
Fig. 18 visar vidare resultatet av ett
hårdhets-prov på ett snitt genom en ythärdad maskindel.
Man har mätt hårdheten på olika djup från ytan.
Det har visat sig att man inte fått någon
uppmjukning av gränsen mellan ytskiktet och
kärnan, utan hårdhetskurvan ansluter direkt till det
konstanta värde, som kärnan fått genom sin
särskilda värmebehandling utan att bukta nedåt i
en mellanzon.
Slutord
På grund av mörkläggningen av
krigsproduktionen i de stora länderna är det — trots den rikliga
litteraturen — mycket svårt att bilda sig en
uppfattning om hur stor spridning de radiofrekventa
metoderna verkligen fått inom exempelvis
amerikansk industri. Ännu svårare är naturligtvis att
bedöma vad som är betingat av
krigsförhållandena och vad som även under fredstid kommer
att kvarstå som ekonomisk tillverkningsmetod.
Att utvecklingen påskyndats mycket starkt av
krigets krav är otvivelaktigt. Tillämpningen synes
dock hittills huvudsakligen ha inriktats på att
förenkla och förbättra tillverkningen av befintliga
konstruktioner. Den egenskap hos det
radiofrekventa värmet som hittills föranlett den största
användningen synes sålunda vara möjligheten att
härda utan formförändring, vilket exempelvis
möjliggjort tillverkning av härdade kugghjul utan
användande av en omständlig slipningsprocedur
efter härdningen och därmed ökat möjligheterna
att lösa kugghjulsproblemen utan användande av
under krigsförhållanden svåråtkomliga legerade
stål. Möjligheterna till lokalhärdning och
pålägg-ning av ett hårt ytskikt på en seg kärna ha
sannolikt ännu ej på långt när till fullo utnyttjats av
industrin. Möjligheterna att rationalisera lödning
och liknande fabrikationsprocesser torde vara
ännu mindre kända.
En viktig faktor för bedömande av de
radiofrekventa metodernas värde tycks ligga i den
förenklade verkstadsplanering och det underlättande
av löpande tillverkning, som metoderna synas
möjliggöra genom den styckvisa behandling av
arbetsstyckena som de i allmänhet förutsätta,
vilken stämmer bättre överens med arbetsgången
vid löpande tillverkning än behandlingen på
vanliga härdavdelningar, där ju i allmänhet stora
satser måste behandlas på en gång och under
relativt lång tid. Värmebehandlingsanläggningen
har övergått från att vara en specialapparat
krävande sin speciella avdelning och organisation till
att bli en verktygsmaskin, som lätt låter sig
inrangeras bland verkstadens normala uppsättning
verktygsmaskiner, fig. 19 och 20.
Det viktigaste resultatet av ett mera allmänt
införande av radiofrekvent värme på våra
verkstäder torde dock vara den ökade frihet för
konstruktören att utforma sina konstruktioner utan
hänsyn till förut svårlösta tillverkningsproblem,
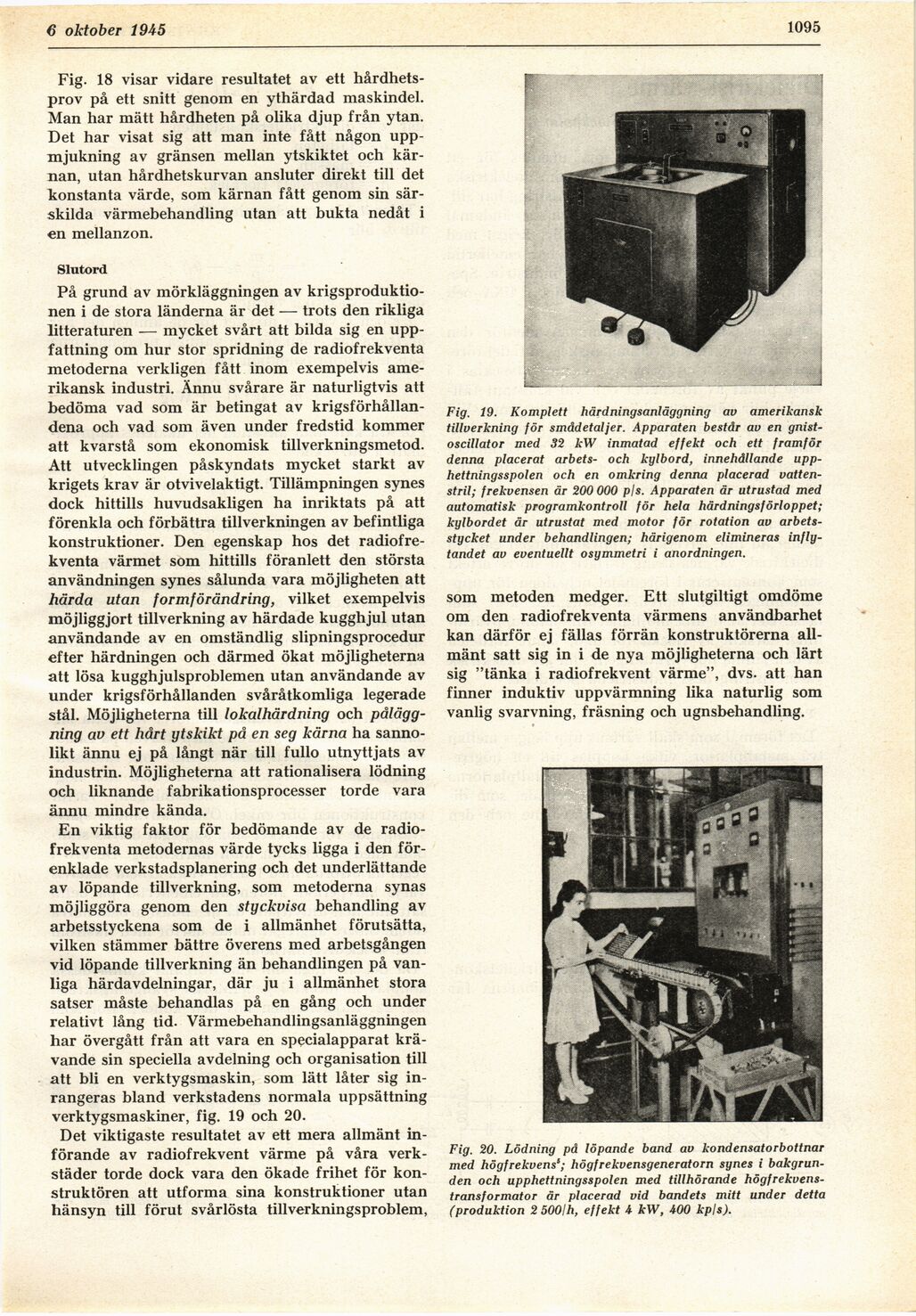
Fig. 19. Komplett härdningsanläggning av amerikansk
tillverkning för smådetaljer. Apparaten består av en
gnist-oscillator med 32 kW inmatad effekt och ett framför
denna placerat arbets- och kylbord, innehållande
upphettningsspolen och en omkring denna placerad
vatten-stril; frekvensen är 200 000 pls. Apparaten är utrustad med
automatisk programkontroll för hela härdningsförloppet;
kylbordet är utrustat med motor för rotation av
arbetsstycket under behandlingen; härigenom elimineras
inflytandet av eventuellt osymmetri i anordningen.
som metoden medger. Ett slutgiltigt omdöme
om den radiofrekventa värmens användbarhet
kan därför ej fällas förrän konstruktörerna
allmänt satt sig in i de nya möjligheterna och lärt
sig "tänka i radiofrekvent värme", dvs. att han
finner induktiv uppvärmning lika naturlig som
vanlig svarvning, fräsning och ugnsbehandling.
Fig. 20. Lödning på löpande band av kondensatorbottnar
med högfrekvens’; högfrekvensgeneratorn synes i
bakgrunden och upphettningsspolen med tillhörande
högfrekvens-transformator är placerad vid bandets mitt under detta
(produktion 2 500lh, effekt 4 kW, 400 kpls).
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}