
Full resolution (JPEG) - On this page / på denna sida - H. 6. 9 februari 1946 - Elektrolytisk polering av metaller, av E R—s

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
148
\ TEKNISK TIDSKRIFT
dess kortare tid erfordras för att åstadkomma önskad
grad av polering. Omröring är nyttig, då den i hög grad
förhindrar bildandet av vågor på den behandlade ytan.
Detta ernås bäst genom att man låter provet röra sig i
lösningen på något sätt, men man använder också andra
metoder, bl.a. omröring av lösningen. Olika slag av celler
har föreslagits; i några av dessa placeras det prov som skall
poleras som en del av cellväggen, varigenom man
undviker svårigheterna ined nedsänkningen av provet i
elektrolyten.
Det sagda är typiskt för metoder, som utvecklats för att
undersöka olika sorters material. Elektropolering är,
sedan den utvecklats, betydligt lättare att utföra än
mekanisk polering, men icke nog härmed, resultatet är också
vida mera tillfredsställande från metallurgisk synpunkt.
Sålunda undvikes helt och hållet en av de stora
nackdelarna med den mekaniska poleringen, nämligen
rubbning av ytstrukturen med motsvarande uppkomna
spänningar i ytans kristaller. För det andra ligger alla det
undersökta materialets beståndsdelar i samma
makro-skopiska nivå, under det att mekanisk polering
ofördelaktigt kan påverka de mjukare beståndsdelarna, som
kan finnas. Stora svårigheter uppstår t ex. att erhålla en
lämplig makroskopisk yta vid mekanisk polering av en
mjuk utfällning som zink eller kadmium på stål. En annan
fördel med den elektrolytiska metoden är det faktum att
poleringstiden är oberoende av provets storlek, under det
att vid mekanisk polering den erforderliga tiden snabbt
ökar med provets storlek.
Den elektrolytiska poleringens industriella användning
Fastän fördelen med den elektrolytiska poleringen är
minst lika stor inom industrin som för metallografiska
ändamål, har utvecklingen på detta område med
nödvändighet varit långsammare på grund av den mångfald
svårigheter, som uppstår när kommersiella artiklar av olika
form, storlek, sammansättning osv. måste behandlas.
Det största användningsområdet hittills har blivit elektro-
Tabell 1. Lämpliga elektrolyter för elektrolytisk polering
av metaller enligt Jacquet
Metall Elektrolyt [-Strömtäthet-] {+Ström- täthet+} A/dm2 Spänning v
Koppar Pyrofosforsyra, 530 g/1 8—10 1,6—2,0
Mässing (70—30)
(enfas-område) Ortofosforsyra, 430 g/1 13—15 1,9
Mässing (60—40)
(tvåfas-område) Pyrofosforsyra, 530 g/1 9—11 1,9
Bly Ättiksyra, 650—750 cm8 överklorsyra, 350—250 cm3 1—2
Tenn överklorsyra (sp. vikt 1,61) 194 cm3 Ättiksyreanhydrid, 806 cm3 9—15 25—40
Aluminium överklorsyra (sp. vikt 1,48) Ättiksyreanhydrid, 2 delar till 7 delar 3—5 50—100
Stål Överklorsyra, 185 cm3 Ättiksyreanhydrid, 765 cm3 4—6 50
Austenitiska stål Överklorsyra, 65 % 1 del Ättiksyreanhydrid, 2 delar 0,6 0,75—2,0
polering av rostfritt stål. Åtskilliga processer har
föreslagits för erhållande av god elektrolytisk polering av
rostfritt stål. De två amerikanska metoder, som förefaller att
ha varit mest framgångsrika inom industrin, grundar sig
på elektrolyter innehållande fosforsyra och svavelsyra. I
båda fallen har ytterligare kemikalier tillsats; fosforsyran
användes sålunda tillsammans med glycerin under det att
svavelsyran användes tillsammans med en organisk syra,
t.ex. citronsyra. Lämpliga blandningar av fosforsyra och
svavelsyra har också rekommenderats.
Fosforsyreprocessen, som beskrivits av H H Uhlig,
utvecklades genom att man bestämde effekten av de olika
beståndsdelarna på anodytans speglingsförmåga. De
optimala koncentrationerna av elektrolytens beståndsdelar har
antagits till följande värden:
vikts-%
fosforsyra .................................... 42
glycerin ...................................... 47
vatten......................................... 11
På liknande sätt bestämdes processens optimala
arbetsvillkor med följande resultat. Hög temperatur har visat sig
vara avgjort fördelaktig, eftersom metallförlusten var låg
vid den högre temperaturen och gropbildningen i största
utsträckning förhindrades. Vidare erhölls en avgjort bättre
eller högre grad av polering, då temperaturen höjdes, och
bästa resultatet erhölls när temperaturen låg i närheten
av 100°C.
Strömtätheten måste vara tämligen hög för att man skall
erhålla god polering. Strömtätheter under 1,6 A/dm2
lämnar inga goda resultat. Strömtätheter av mellan ca 1,6 och
8,6 A/dm2 rekommenderas. De lägre strömtätheterna är
icke önskvärda, ty mera metall löses från anodens yta
när strömtätheten är låg, vilket troligen beror på att i
viss mån lokal etsning förorsakas av den elektrolytiska
processen. Ett intressant faktum är att den
sammanlagda mängden av metall som avlägsnas aldrig är hög
och att den även vid de lägsta strömtätheter aldrig
överstiger 0,0127 mm. De flesta dimensionstoleranser kan
därför med lätthet tillfredsställas.
Uhlig föredrar fosforsyra-glycerinsystemet och framhåller
att det i synnerhet är bättre än elektrolyter, som baseras
på svavelsyra, emedan de anodiska produkterna av den
elektrolytiska reaktionen, dvs. metallfosfaterna, är lösliga
i den använda elektrolyten och därför bildar en klibbig
avlagring över anodens yta till följd av lokal
koncentration, vilken endast sakta sprider sig ut i den övriga
elektrolyten. Å andra sidan är sulfater, som är produkten
av reaktionen vid anoden i svavelsyraelektrolyter, avsevärt
mindre lösliga i de mera koncentrerade
svavelsyralösningarna; så är t.ex. järnsulfat icke vidare lösligt i
koncentrerad svavelsyra, ehuru tämligen lösligt i utspädd syra.
På grund härav bildas icke så lätt den klibbiga utfällningen
i kontakt med anoden på grund av dess begränsade
löslighet och detta i sin tur påstås påverka processens
effektivitet. Glycerinens inverkan i elektrolyten har icke blivit
fullt förklarad men man förmodar att den bildar komplex
med fosforsyran, varigenom elektrolyten på detta sätt blir
mindre ledande än om fosforsyra enbart användes.
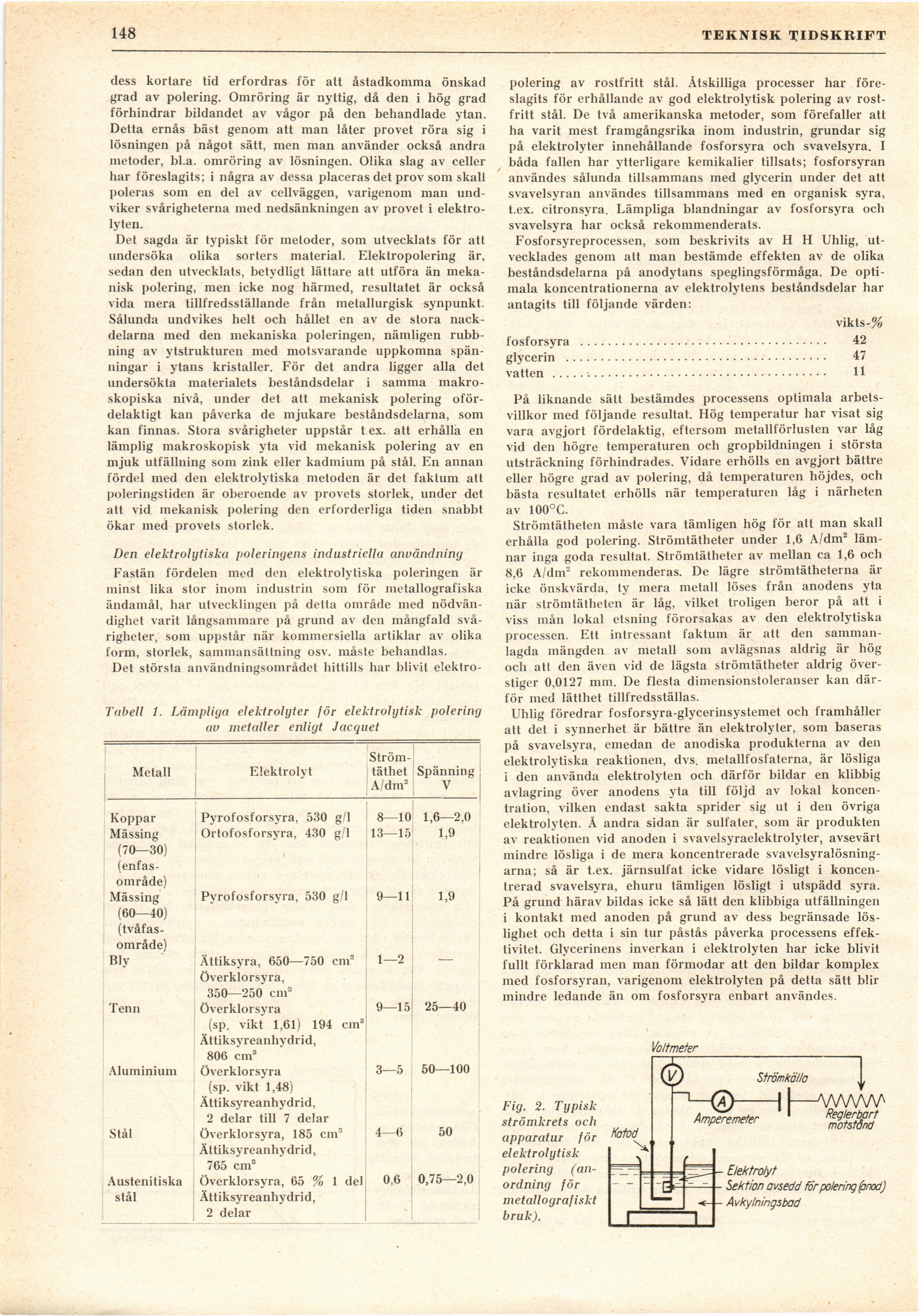
Fig. 2. Typisk
strömkrets och
apparatur för
elektrolytisk
polering
(anordning för
metallo grafiskt
bruk).
■ Elektrolyt
Sektion avsedd for polering (anod)
Avkylningsbad
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}