
Full resolution (JPEG) - On this page / på denna sida - H. 9. 2 mars 1946 - Insänt: Dielektrisk limning, av Sigurd Lindberger, Carl T Säve och Gunnar Wennerberg

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
2 mars 1946
• 231
hemsk resorcinhartslimtyp att introduceras, som kommer
att lösa en del aktuella limningsproblem, och som även
kommer att kunna användas för högfrekvenslimning vid
ganska höga spänningar utan att limfogen brännes, vilket
icke alla amerikanska resorcinhartslimfabrikat tillåta.
Sigurd Lindberger
I anslutning till civilingenjör Lindbergers inlägg vill jag
meddela en tabell över härdningstiden vid olika
temperaturer, publicerad av en amerikansk tillverkare:
Härdningstemperatur Tid i press
°C min
24 ......................................................360
43 ......................................................80
55 ......................................................35
66 ......................................................15
77 ......................................................10
82 ......................................................8
(Högre temperatur än ca 80° bör icke användas, då
for-maldehyden kan förflyktigas.)
Lindberger anför att det vore lämpligt att under korta
tider använda högre temperaturer vid "lumber laminating".
Vid träforskningslaboratoriet i Madison, Wisc., var man
emellertid i augusti 1945 av den uppfattningen, att det var
just dessa högre temperaturer man ville undvika, dels för
att såvitt möjligt bibehålla den fuktighet som man hade
konditionerat trät till, dels för att minska de spänningar
som uppstår i den färdiga produkten på grund av olika
utvidgningskoefficienter hos materialen.
Denna senare synpunkt gör sig särskilt gällande, då man
förenar metall- och träfolier, t.ex. vid framställning av
brandsäkra bordsskivor. Det gäller alltså att söka minska
uppvärmningen, vilket kan ske antingen med
högfrekvens-apparatur eller med kallhärdande limsorter. Den förra
metoden lönar sig icke — fortfarande enligt uppgifter
erhållna i Madison — för kroppar vilkas tjocklek
understiger 1", emedan värmeinträngningen i materialet sker lika
hastigt från ytan intill denna tjocklek. Man kan således
även vid framställning av dubbelkrökta ytor med t.ex.
gummipåsmetoden använda vanliga ugnar eller
torkningsrum. t \
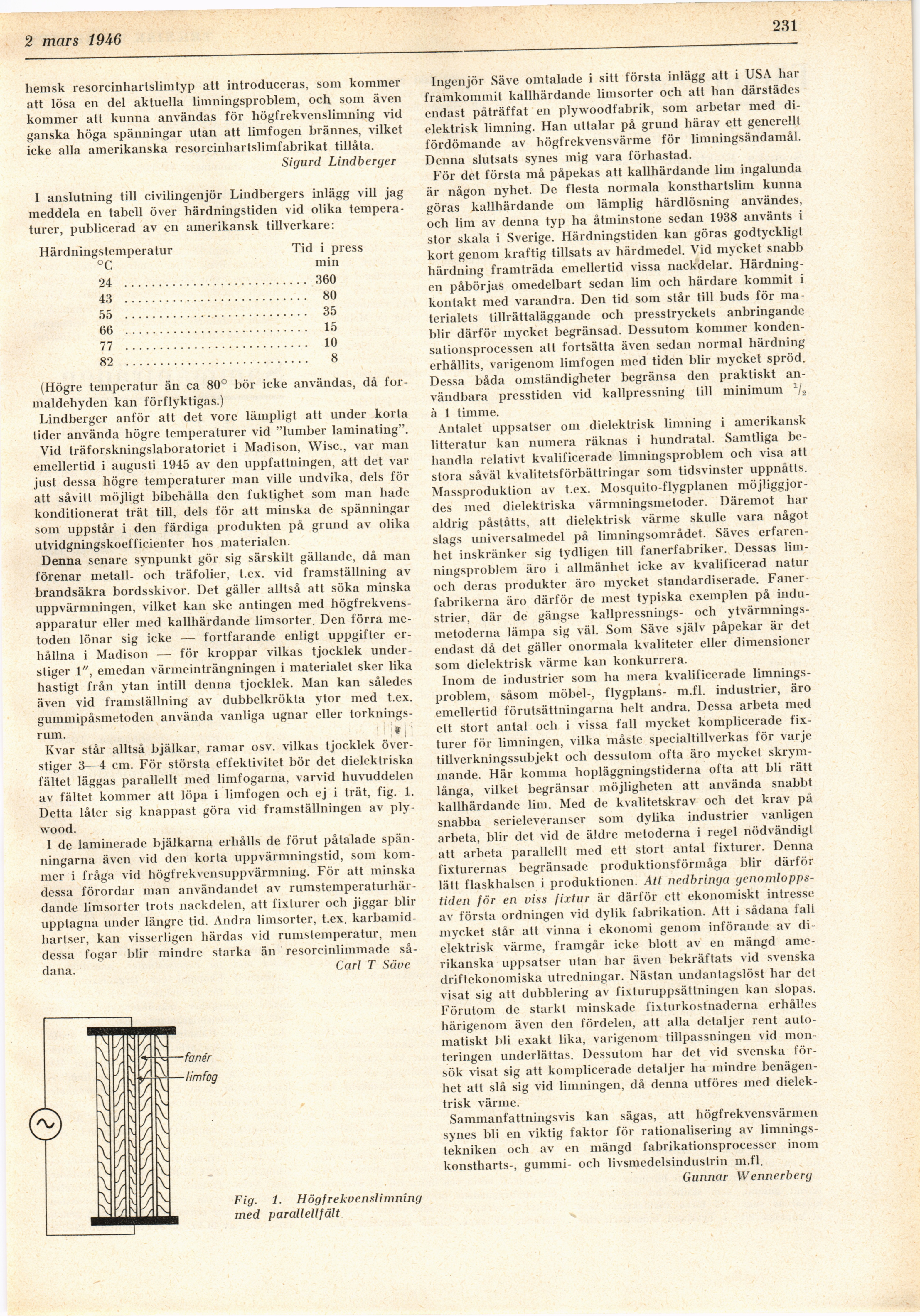
Kvar står alltså bjälkar, ramar osv. vilkas tjocklek
överstiger 3—4 cm. För största effektivitet bör det dielektriska
fältet läggas parallellt med limfogarna, varvid huvuddelen
av fältet kommer att löpa i limfogen och ej i trät, fig. 1.
Detta låter sig knappast göra vid framställningen av
plywood.
I de laminerade bjälkarna erhålls de förut påtalade
spänningarna även vid den korta uppvärmningstid, som
kommer i fråga vid högfrekvensuppvärmning. För att minska
dessa förordar man användandet av
rumstemperaturhär-dande limsorter trots nackdelen, att fixturer och jiggar blir
upptagna under längre tid. Andra limsorter, t.ex.
karbamid-hartser, kan visserligen härdas vid rumstemperatur, men
dessa fogar blir mindre starka än resorcinlimmade
sådana. Carl T Säve
Fig. 1. Högfrekvenslimning
med parallellfält
Ingenjör Säve omtalade i sitt första inlägg att i USA har
framkommit kallhärdande limsorter och att han därstädes
endast påträffat en plywoodfabrik, som arbetar med
di-elektrisk limning. Han uttalar på grund härav ett generellt
fördömande av högfrekvensvärme för limningsändamål.
Denna slutsats synes mig vara förhastad.
För det första må påpekas att kallhärdande lim ingalunda
är någon nyhet. De flesta normala konsthartslirn kunna
göras kallhärdande om lämplig härdlösning användes,
och lim av denna typ ha åtminstone sedan 1938 använts i
stor skala i Sverige. Härdningstiden kan göras godtyckligt
kort genom kraftig tillsats av härdmedel. Vid mycket snabb
härdning framträda emellertid vissa nackdelar.
Härdningen påbörjas omedelbart sedan lim och härdare kommit i
kontakt med varandra. Den tid som står till buds för
materialets tillrättaläggande och presstryckets anbringande
blir därför mycket begränsad. Dessutom kommer
konden-sationsprocessen att fortsätta även sedan normal härdning
erhållits, varigenom limfogen med tiden blir mycket spröd.
Dessa båda omständigheter begränsa den praktiskt
användbara presstiden vid kallpressning till minimum 1I2
à 1 timme.
Antalet uppsatser om dielektrisk limning i amerikansk
litteratur kan numera räknas i hundratal. Samtliga
behandla relativt kvalificerade limningsproblem och visa att
stora såväl kvalitetsförbättringar som tidsvinster uppnåtts.
Massproduktion av t.ex. Mosquito-flygplanen
möjliggjordes med dielektriska värmningsmetoder. Däremot har
aldrig påståtts, att dielektrisk värme skulle vara något
slags universalmedel på limningsområdet. Säves
erfarenhet inskränker sig tydligen till fanerfabriker. Dessas
limningsproblem äro i allmänhet icke av kvalificerad natur
och deras produkter äro mycket standardiserade.
Faner-fabrikerna äro därför de mest typiska exemplen på
industrier, där de gängse kallpressnings- och
ytvärmnings-metoderna lämpa sig väl. Som Säve själv påpekar är det
endast då det gäller onormala kvaliteter eller dimensioner
som dielektrisk värme kan konkurrera.
Inom de industrier som ha mera kvalificerade
limningsproblem, såsom möbel-, flygplans- m.fl. industrier, äro
emellertid förutsättningarna helt andra. Dessa arbeta med
ett stort antal och i vissa fall mycket komplicerade
fixturer för limningen, vilka måste specialtillverkas för varje
tillverkningssubjekt och dessutom ofta äro mycket
skrymmande. Här komma hopläggningstiderna ofta att bli rätt
långa, vilket begränsar möjligheten att använda snabbt
kallhärdande lim. Med de kvalitetskrav och det krav på
snabba serieleveranser sotn dylika industrier vanligen
arbeta, blir det vid de äldre metoderna i regel nödvändigt
att arbeta parallellt med ett stort antal fixturer. Denna
fixturernas begränsade produktionsförmåga blir därför
lätt flaskhalsen i produktionen. Att nedbringa
genomloppstiden för en viss fixtur är därför ett ekonomiskt intresse
av första ordningen vid dylik fabrikation. Att i sådana fall
mycket står alt vinna i ekonomi genom införande av
dielektrisk värme, framgår icke blott av en mängd
amerikanska uppsatser utan har även bekräftats vid svenska
driftekonomiska utredningar. Nästan undantagslöst har det
visat sig att dubblering av fixturuppsättningen kan slopas.
Förutom de starkt minskade fixturkostnaderna erhålles
härigenom även den fördelen, att alla detaljer rent
automatiskt bli exakt lika, varigenom tillpassningen vid
monteringen underlättas. Dessutom har det vid svenska
försök visat sig att komplicerade detaljer ha mindre
benägenhet att slå sig vid limningen, då denna utföres med
dielektrisk värme.
Sammanfattningsvis kan sägas, att högfrekvensvärmen
synes bli en viktig faktor för rationalisering av
limningstekniken och av en mängd fabrikationsprocesser inom
konstharts-, gummi- och livsmedelsindustrin m.fl.
Gunnar Wennerberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}