
Full resolution (JPEG) - On this page / på denna sida - H. 48. 30 november 1946 - Företagets och kontorsarbetets organisation, av Gösta Grönwall
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1210
TEKNISK TIDSKRIFT
Grundläggande principer
De grundläggande principerna för
kontorsarbetets rationalisering kunna sammanfattas i följande
punkter.
Man skall göra klart för sig vilka funktioner,
som krävas samt hur och var dessa skola
verkställas, dvs. man skall fastställa
arbetsprogrammet och arbetsfördelningen. Varken förmannen
eller arbetaren vid maskinen skall behöva
fundera ut vilka operationer, som erfordras vid
tillverkningen av ett arbetsstycke, utan dessa
uppgifter skola serveras verkstaden i form av på
operationskort baserade tillverkningsorder och
arbetskort. De för planering, rekvisition och
ekonomisk redovisning erforderliga specifikationerna
skola ställas till verkstadens förfogande av de
arbetsgrupper inom kontoren, som ha till
uppgift att utarbeta dessa dokument.
En grundregel för arbetsfördelningen är, att man
skiljer mellan nyskapande arbete och rutin och
förlägger dem till olika arbetsgrupper.
Uppgifterna inom de nyskapande arbetena, till vilka
fordras högt kvalificerad personal, ha i
allmänhet karaktären av engångsarbeten, och resultaten
skola noteras i sådan form, att de bli till
bekväma hjälpmedel inom rutinen, där man då
kan klara sig med enklare arbetskraft.
Organisationen eftersträvar koncentration. Alla
onödiga omskrivningar böra undvikas.
Uppgifterna koncentreras till ett gemensamt original,
varav erforderliga kopior dras och distribueras.
En och samma uppgift bör finnas noterad på så
få ställen som möjligt, och uppgifterna skola vara
ordnade så, att de bekvämt kunna nås och
förstås inom rutinen.
Programmet för arbetsrutinernas utformning
Då man skall utforma de olika arbetsrutinerna,
sker detta efter ett program, som kan
sammanfattas i följande punkter:
Sedan det klarlagts vilka funktioner som krävas,
och var de skola utföras, studeras
arbetsförloppen, för att man skall nå fram till de bästa och
mest effektiva metoderna. Resultaten noteras i
instruktioner, som ofta ges formen av
funktionsdiagram.
Blanketter och formulär skola anpassas efter
arbetsinstruktionerna och vara uppställda så, att
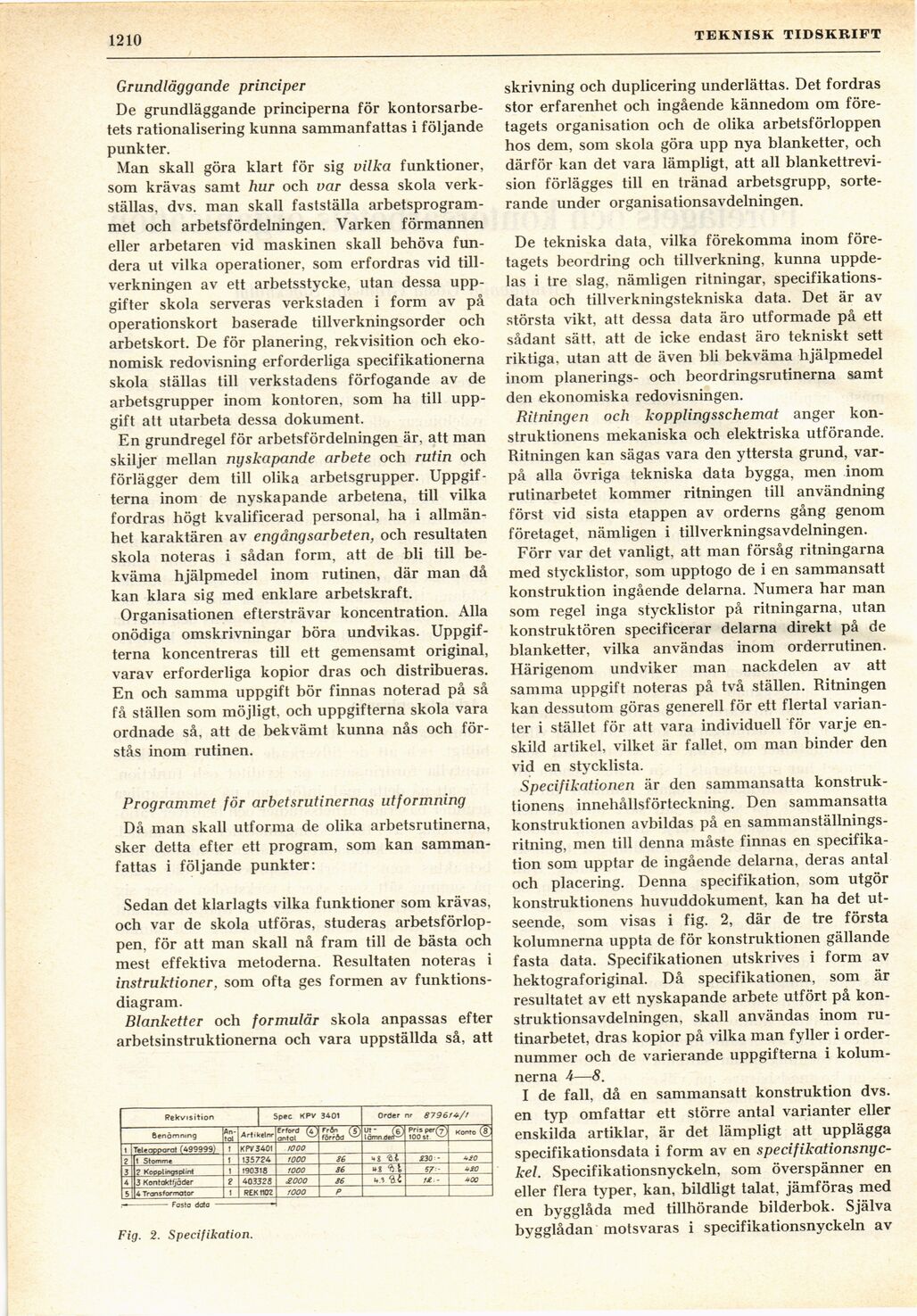
Fig. 2. Specifikation.
skrivning och duplicering underlättas. Det fordras
stor erfarenhet och ingående kännedom om
företagets organisation och de olika arbetsförloppen
hos dem, som skola göra upp nya blanketter, och
därför kan det vara lämpligt, att all
blankettrevision förlägges till en tränad arbetsgrupp,
sorterande under organisationsavdelningen.
De tekniska data, vilka förekomma inom
företagets beordring och tillverkning, kunna
uppdelas i tre slag, nämligen ritningar,
specifikationsdata och tillverkningstekniska data. Det är av
största vikt, att dessa data äro utformade på ett
sådant sätt. att de icke endast äro tekniskt sett
riktiga, utan att de även bli bekväma hjälpmedel
inom planerings- och beordringsrutinerna samt
den ekonomiska redovisningen.
Ritningen och kopplingsschemat anger
konstruktionens mekaniska och elektriska utförande.
Ritningen kan sägas vara den yttersta grund,
varpå alla övriga tekniska data bygga, men inom
rutinarbetet kommer ritningen till användning
först vid sista etappen av orderns gång genom
företaget, nämligen i tillverkningsavdelningen.
Förr var det vanligt, att man försåg rifningarna
med stycklistor, som upptogo de i en sammansatt
konstruktion ingående delarna. Numera har man
som regel inga stycklistor på ritningarna, utan
konstruktören specificerar delarna direkt på de
blanketter, vilka användas inom orderrutinen.
Härigenom undviker man nackdelen av att
samma uppgift noteras på två ställen. Ritningen
kan dessutom göras generell för ett flertal
varianter i stället för att vara individuell för varje
enskild artikel, vilket är fallet, om man binder den
vid en stycklista.
Specifikationen är den sammansatta
konstruktionens innehållsförteckning. Den sammansatta
konstruktionen avbildas på en
sammanställningsritning, men till denna måste finnas en
specifikation som upptar de ingående delarna, deras antal
och placering. Denna specifikation, som utgör
konstruktionens huvuddokument, kan ha det
utseende, som visas i fig. 2, där de tre första
kolumnerna uppta de för konstruktionen gällande
fasta data. Specifikationen utskrives i form av
hektograforiginal. Då specifikationen, som är
resultatet av ett nyskapande arbete utfört på
konstruktionsavdelningen, skall användas inom
rutinarbetet, dras kopior på vilka man fyller i
ordernummer och de varierande uppgifterna i
kolumnerna 4—8.
I de fall, då en sammansatt konstruktion dvs.
en typ omfattar ett större antal varianter eller
enskilda artiklar, är det lämpligt att upplägga
specifikationsdata i form av en
specifikationsnyckel. Specifikationsnyckeln, som överspänner en
eller flera typer, kan, bildligt talat, jämföras med
en bygglåda med tillhörande bilderbok. Själva
bygglådan motsvaras i specifikationsnyckeln av
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}