
Full resolution (JPEG) - On this page / på denna sida - H. 5. 1 februari 1947 - Framsteg inom teknik och vetenskap under 1946, av Edy Velander

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
besparing av olja möjliggöres. Metoden har nyligen
genomarbetats kvantitativt, så att man kan exakt
dosera smörjningen. Därvid utnyttjas ända till 99 %
av den olja som matas in i systemet. (Palmgren.)
Ett par små nyheter beträffande
sammanfogningsdetaljer: I stället för mjuka nitar har man
börjat använda ett slags nitar av stål, eventuellt
t.o.m. av rostfritt stål, som förses med
ompressade huvuden av en smidig aluminiumlegering. I
importerade maskiner ser man rätt ofta en ny
typ av skruv, där den traditionella skåran har
fått vika för en korsformig anordning, som gör att
skruven sitter bättre fast på automatiska
skruvmejslar och därför sparar tid vid monteringen.
En gammal tysk idé, som på sistone låtit rätt
mycket tala om sig, är att bekämpa
utmattningsfenomen i axlar o.d. genom kallbehandling av
ytan på de mest påfrestade ställena. Metoden
torde ha särskilt intresse i samband med
Weibulls teori, att uppkomsten av brott är en
funktion av sannolikheten för uppträdandet av svaga
punkter i ytskikten. Hur som helst, så är det en
gammal iakttagelse, att hållfastheten stiger genom
kallbearbetning.
Vi ha nyligen från en av de amerikanska
industrimän, som besökte Sverige i höstas, nämligen
Alb. Bergström vid Timken Roller Bearing Co.,
fått några fotografier, som visa metodens
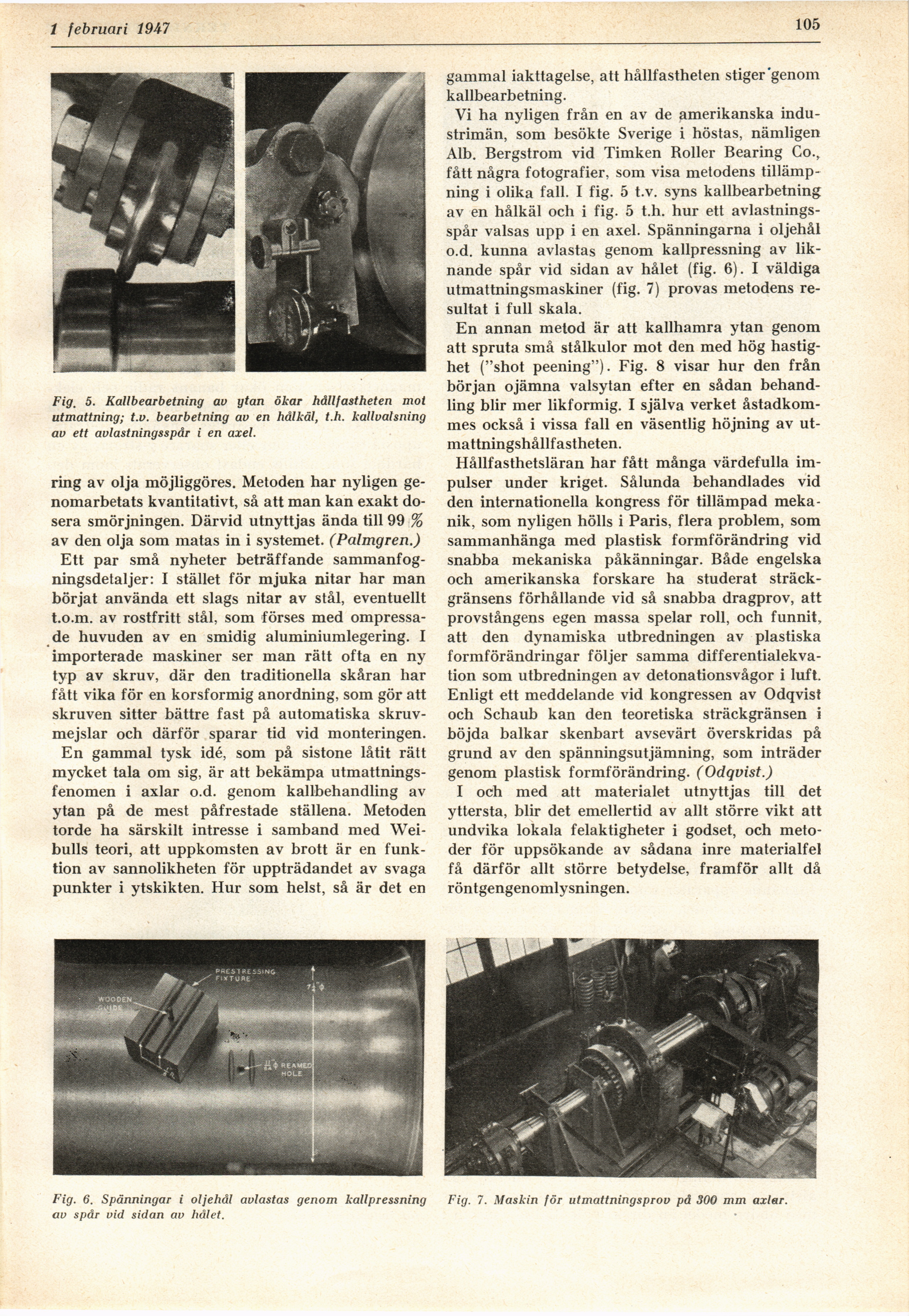
tillämpning i olika fall. I fig. 5 t.v. syns kallbearbetning
av en hålkäl och i fig. 5 t.h. hur ett
avlastningsspår valsas upp i en axel. Spänningarna i oljehål
o.d. kunna avlastas genom kallpressning av
liknande spår vid sidan av hålet (fig. 6). I väldiga
utmattningsmaskiner (fig. 7) provas metodens
resultat i full skala.
 |
| Fig. 5. Kallbearbetning av ytan ökar hållfastheten mot utmattning; t.v. bearbetning av en hålkäl, t.h. kallvalsning av ett avlastningsspår i en axel. |
|
| Fig. 6. Spänningar i oljehål avlastas genom kallpressning av spår vid sidan av hålet. |
|
| Fig. 7. Maskin för utmattningsprov på 300 mm axlar. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}