
Full resolution (JPEG) - On this page / på denna sida - H. 24. 14 juni 1947 - Det rostfria stålet i den kemiska industrins tjänst, av Helmer Nathorst - Konstruktiv utformning av rostfria svetsade konstruktioner, av Gillis Lundbergh

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
14 juni 1947
517
En ytterligare egenskap av stor vikt är
bearbet-barheten. Om det gäller icke spånavskiljande
bearbetning, dvs. pressning, bockning eller dylikt,
äro 18/8-stålen genom sin smidighet och
formbar-het avgjort att föredra framför 27/5 + 1,5-stålet.
Vid spånavskiljande bearbetning däremot är
27/5 + 1,5-stålet överlägset. 18/8-stålet har en
stark benägenhet att hårdna vid kallbearbetning,
vilken kan ställa till besvär vid svarvning,
borrning och dylika operationer.
Sammanfattningsvis kanske man kan säga att
när det gäller plåt eller konstruktioner av plåt
de austenitiska stålen torde vara bestämt att
föredra, för så vitt ej särskilt höga krav på
mekanisk hållfasthet göra att man tvingas att
använda 27/5 + 1,5-materialet. Under kriget liar
27/5 + 1,5-stålet kommit till användning för
plåt-konstruktioner i en del fall, där man normalt
skulle valt 18/8-stål. När det gäller rör torde
visserligen 18/8-stålen dominera men 27/5 +
1,5-stålet användes proportionellt mer än vid
plåtkonstruktioner. Vilket material som väljes blir i detta
fall troligen mer beroende på beständigheten mot
ifrågavarande frätande medium. Svetsningen
spelar nämligen ej alls samma roll som vid
plåtkonstruktioner. Rent tillverkningstekniska skäl göra
dessutom att rörverken i vissa dimensionsklasser
föredra 27/5 + 1,5-stålet. För stång och gjutgods
användas de båda typerna parallellt och valet blir
från fall till fall beroende på de fordringar,
som ställas på korrosionsbeständighet,
bearbet-barhet osv.
Här har en mycket viktig faktor utelämnats,
nämligen priset. Rent frånsett det förhållandet,
att prisutvecklingen ännu måste anses vara
mycket svåröverskådlig, ligger det så till, att även om
det direkta stålpriset spelar sin stora roll för den
färdiga apparaturens kostnad, utgöres en
avsevärd del av bearbetningskostnader som till sin
storlek bli beroende av materialets formbarhet,
bearbetbarhet, svetsbarhet etc. Man kan således
vid en bedömning ej nöja sig med att endast ställa
stålens kilopriser mot varandra.
Konstruktiv utformning
av rostfria svetsade konstruktioner
I samband med svetsning av Cr—Ni stål är
korngräns-frätning ett problem, då man vid sidan av en svetsfog
alltid måste få en zon, som upphettats i det kritiska
temperaturområdet. Nu kan man givetvis eliminera alla risker
för korngränsfrätning genom glödgning efter svetsningen,
men i många fall år detta olämpligt eller omöjligt; då är
det nödvändigt att välja en mot korngränsfrätning
svets-säker stålkvalitet, som efter svetsningen icke behöver
värmebehandlas. Lämpliga smältsvetsningsmetoder för rostfria,
syrafasta och värmebeständiga stål är ljusbågssvetsning
med tjockbelagda elektroder och arcatomsvetsning.
Gassvetsning kan särskilt med hänsyn till den stora risken för
uppkolning av svetssträngen och därmed försämrade
korrosionsegenskaper endast tillrådas för enklare arbeten
såsom t.ex. diskbänkar o.d.
Vid tillverkning av svetsade kärl, rörledningar etc., exem-
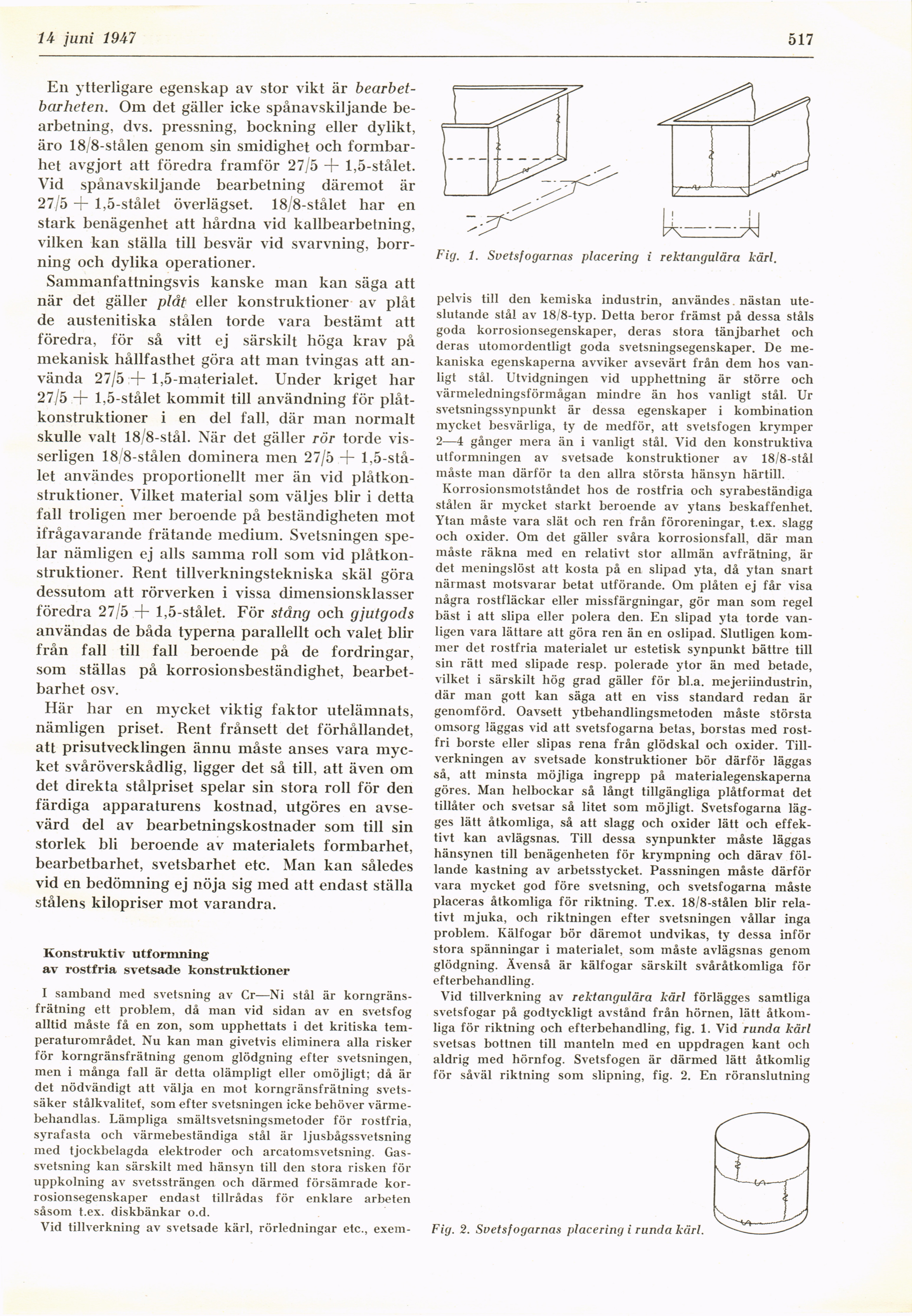
Fig. 1. Svetsfogarnas placering i rektangulära kärl.
pelvis till den kemiska industrin, användes. nästan
uteslutande stål av 18/8-typ. Detta beror främst på dessa ståls
goda korrosionsegenskaper, deras stora tänjbarhet och
deras utomordentligt goda svetsningsegenskaper. De
mekaniska egenskaperna avviker avsevärt från dem hos
vanligt stål. Utvidgningen vid upphettning är större och
värmeledningsförmågan mindre än hos vanligt stål. Ur
svetsningssynpunkt är dessa egenskaper i kombination
mycket besvärliga, ty de medför, att svetsfogen krymper
2—4 gånger mera än i vanligt stål. Vid den konstruktiva
utformningen av svetsade konstruktioner av 18/8-stål
måste man därför ta den allra största hänsyn härtill.
Korrosionsmotståndet hos de rostfria och syrabeständiga
stålen är mycket starkt beroende av ytans beskaffenhet.
Ytan måste vara slät och ren från föroreningar, t.ex. slagg
och oxider. Om det gäller svåra korrosionsfall, där man
måste räkna med en relativt stor allmän avfrätning, är
det meningslöst att kosta på en slipad yta, då ytan snart
närmast motsvarar betat utförande. Om plåten ej får visa
några rostfläckar eller missfärgningar, gör man som regel
bäst i att slipa eller polera den. En slipad yta torde
vanligen vara lättare att göra ren än en oslipad. Slutligen
kommer det rostfria materialet ur estetisk synpunkt bättre till
sin rätt med slipade resp. polerade ytor än med betade,
vilket i särskilt hög grad gäller för bl.a. mejeriindustrin,
där man gott kan säga att en viss standard redan är
genomförd. Oavsett ytbehandlingsmetoden måste största
omsorg läggas vid att svetsfogarna betas, borstas med
rostfri borste eller slipas rena från glödskal och oxider.
Tillverkningen av svetsade konstruktioner bör därför läggas
så, att minsta möjliga ingrepp på materialegenskaperna
göres. Man helbockar så långt tillgängliga plåtformat det
tillåter och svetsar så litet som möjligt. Svetsfogarna
lägges lätt åtkomliga, så att slagg och oxider lätt och
effektivt kan avlägsnas. Till dessa synpunkter måste läggas
hänsynen till benägenheten för krympning och därav
föl-lande kastning av arbetsstycket. Passningen måste därför
vara mycket god före svetsning, och svetsfogarna måste
placeras åtkomliga för riktning. T.ex. 18/8-stålen blir
relativt mjuka, och riktningen efter svetsningen vållar inga
problem. Kälfogar bör däremot undvikas, ty dessa inför
stora spänningar i materialet, som måste avlägsnas genom
glödgning. Ävenså är kälfogar särskilt svåråtkomliga för
efterbehandling.
Vid tillverkning av rektangulära kärl förlägges samtliga
svetsfogar på godtyckligt avstånd från hörnen, lätt
åtkomliga för riktning och efterbehandling, fig. 1. Vid runda kärl
svetsas bottnen till manteln med en uppdragen kant och
aldrig med hörnfog. Svetsfogen är därmed lätt åtkomlig
för såväl riktning som slipning, fig. 2. En röranslutning
Fig. 2. Svetsfogarnas placering i runda kärl.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}