
Full resolution (JPEG) - On this page / på denna sida - H. 5. 29 januari 1949 - Elektrostatisk färgsprutning och färgjämning, av W S - En spis med cylindrisk eldstad, av W S
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
22 januari 1949
fil
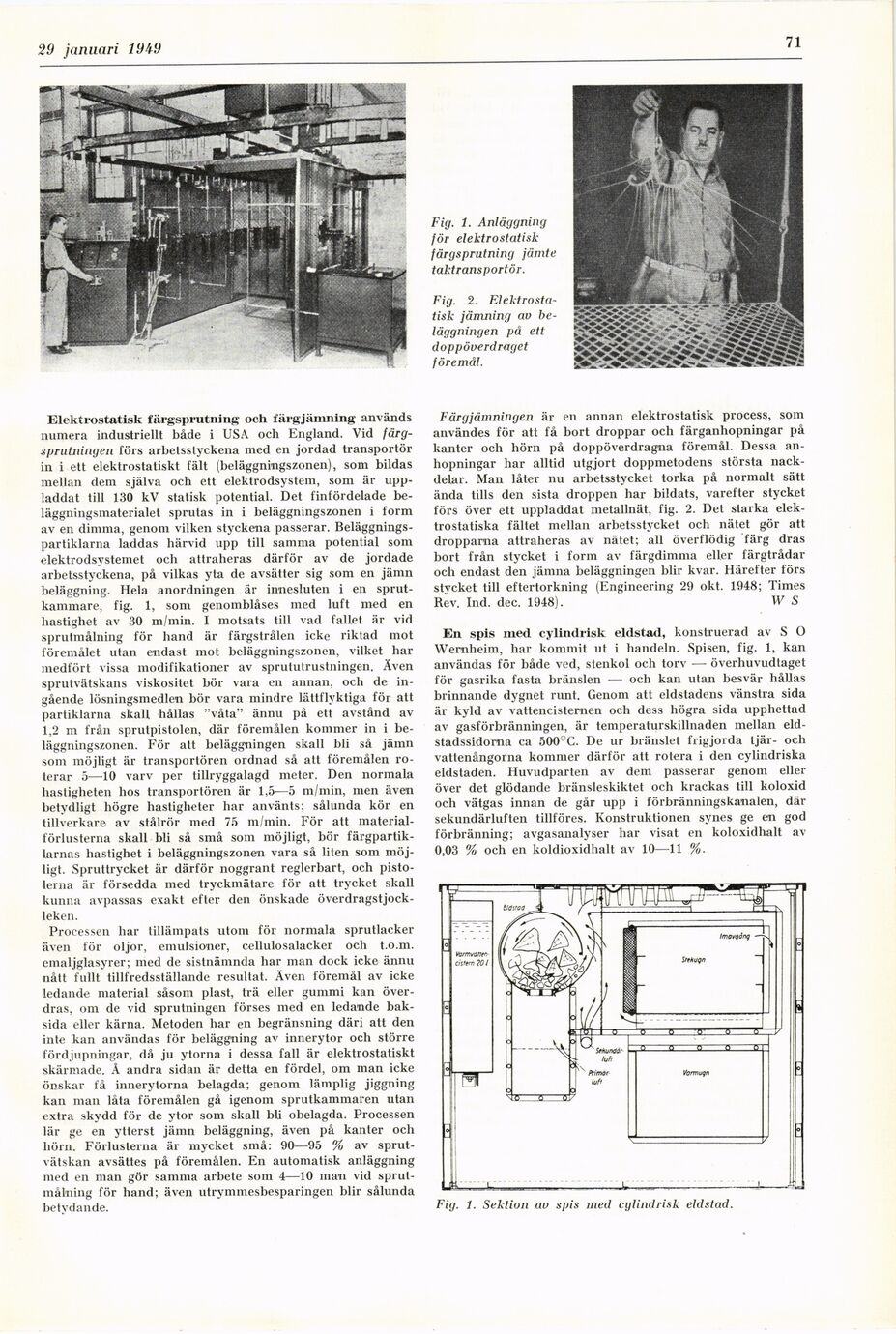
Fig. 1. Anläggning
för elektrostatisk
färgsprutning jämte
taktransportör.
Fig. 2.
Elektrostatisk jämning au
beläggningen på ett
doppöverdraget
föremål.
Elektrostatisk färgsprutning och färg jämning används
numera industriellt både i USA och England. Vid
färgsprutningen förs arbetsstyckena med en jordad transportör
in i ett elektrostatiskt fält (beläggningszonen), som bildas
mellan dem själva och ett elektrodsystem, som är
uppladdat till 130 kV statisk potential. Det finfördelade
beläggningsmaterialet sprutas in i beläggningszonen i form
av en dimma, genom vilken styckena passerar.
Beläggningspartiklarna laddas härvid upp till samma potential som
elektrodsystemet och attraheras därför av de jordade
arbetsstyckena, på vilkas yta de avsätter sig som en jämn
beläggning. Hela anordningen är innesluten i en
sprut-kammare, fig. 1, som genomblåses med luft med en
hastighet av 30 m/min. I motsats till vad fallet är vid
sprutmålning för hand är färgstrålen icke riktad mot
föremålet utan endast mot beläggningszonen, vilket har
medfört vissa modifikationer av sprututrustningen. Även
sprutvätskans viskositet bör vara en annan, och de
ingående lösningsmedlen bör vara mindre lättflyktiga för att
partiklarna skall hållas "våta" ännu på ett avstånd av
1,2 m från sprutpistolen, där föremålen kommer in i
beläggningszonen. För att beläggningen skall bli så jämn
som möjligt är transportören ordnad så att föremålen
roterar 5—10 varv per tillryggalagd meter. Den normala
hastigheten hos transportören är 1,5—5 m/min, men även
betydligt högre hastigheter har använts; sålunda kör en
tillverkare av stålrör med 75 m/min. För att
materialförlusterna skall bli så små som möjligt, bör
färgpartiklarnas hastighet i beläggningszonen vara så liten som
möjligt. Spruttrycket är därför noggrant reglerbart, och
pistolerna är försedda med tryckmätare för att trycket skall
kunna avpassas exakt efter den önskade
överdragstjockleken.
Processen har tillämpats utom för normala sprutlacker
även för oljor, emulsioner, cellulosalacker och t.o.m.
emaljglasyrer; med de sistnämnda har man dock icke ännu
nått fullt tillfredsställande resultat. Även föremål av icke
ledande material såsom plast, trä eller gummi kan
överdras, om de vid sprutningen förses med en ledande
baksida eller kärna. Metoden har en begränsning däri att den
inte kan användas för beläggning av innerytor och större
fördjupningar, då ju ytorna i dessa fall är elektrostatiskt
skärmade. A andra sidan är detta en fördel, om man icke
önskar få innerytorna belagda; genom lämplig jiggning
kan man låta föremålen gå igenom sprutkammaren utan
extra skydd för de ytor som skall bli obelagda. Processen
lär ge en ytterst jämn beläggning, även på kanter och
hörn. Förlusterna är mycket små: 90—95 % av
sprut-vätskan avsättes på föremålen. En automatisk anläggning
med en man gör samma arbete som 4—10 man vid
sprutmålning för hand; även utrymmesbesparingen blir sålunda
betydande.
Fårgjämningen är en annan elektrostatisk process, som
användes för att få bort droppar och färganhopningar på
kanter och hörn på doppöverdragna föremål. Dessa
anhopningar har alltid utgjort doppmetodens största
nackdelar. Man låter nu arbetsstycket torka på normalt sätt
ända tills den sista droppen har bildats, varefter stycket
förs över ett uppladdat metallnät, fig. 2. Det starka
elektrostatiska fältet mellan arbetsstycket och nätet gör att
dropparna attraheras av nätet; all överflödig färg dras
bort från stycket i form av färgdimma eller färgtrådar
och endast den jämna beläggningen blir kvar. Härefter förs
stycket till eftertorkning (Engineering 29 okt. 1948; Times
Rev. Ind. dec. 1948). W S
En spis med cylindrisk eldstad, konstruerad av S O
Wernheim, har kommit ut i handeln. Spisen, fig. 1, kan
användas för både ved, stenkol och torv -— överhuvudtaget
för gasrika fasta bränslen — och kan utan besvär hållas
brinnande dygnet runt. Genom att eldstadens vänstra sida
är kyld av vattencisternen och dess högra sida upphettad
av gasförbränningen, är temperaturskillnaden mellan
eldstadssidorna ca 500°C. De ur bränslet frigjorda tjär- och
vattenångorna kommer därför att rotera i den cylindriska
eldstaden. Huvudparten av dem passerar genom eller
över det glödande bränsleskiktet och krackas till koloxid
och vätgas innan de går upp i förbränningskanalen, där
sekundärluften tillföres. Konstruktionen synes ge en god
förbränning; avgasanalyser har visat en koloxidhalt av
0,03 % och en koldioxidhalt av 10—11 %.
Fig. 1. Sektion av spis med cylindrisk eldstad.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}