
Full resolution (JPEG) - On this page / på denna sida - H. 32. 10 september 1949 - Utvecklingstendenser för krossning och malning i amerikanska anrikningsverk, av Sture Mörtsell
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
602
TEKNISK TIDSKRIFT
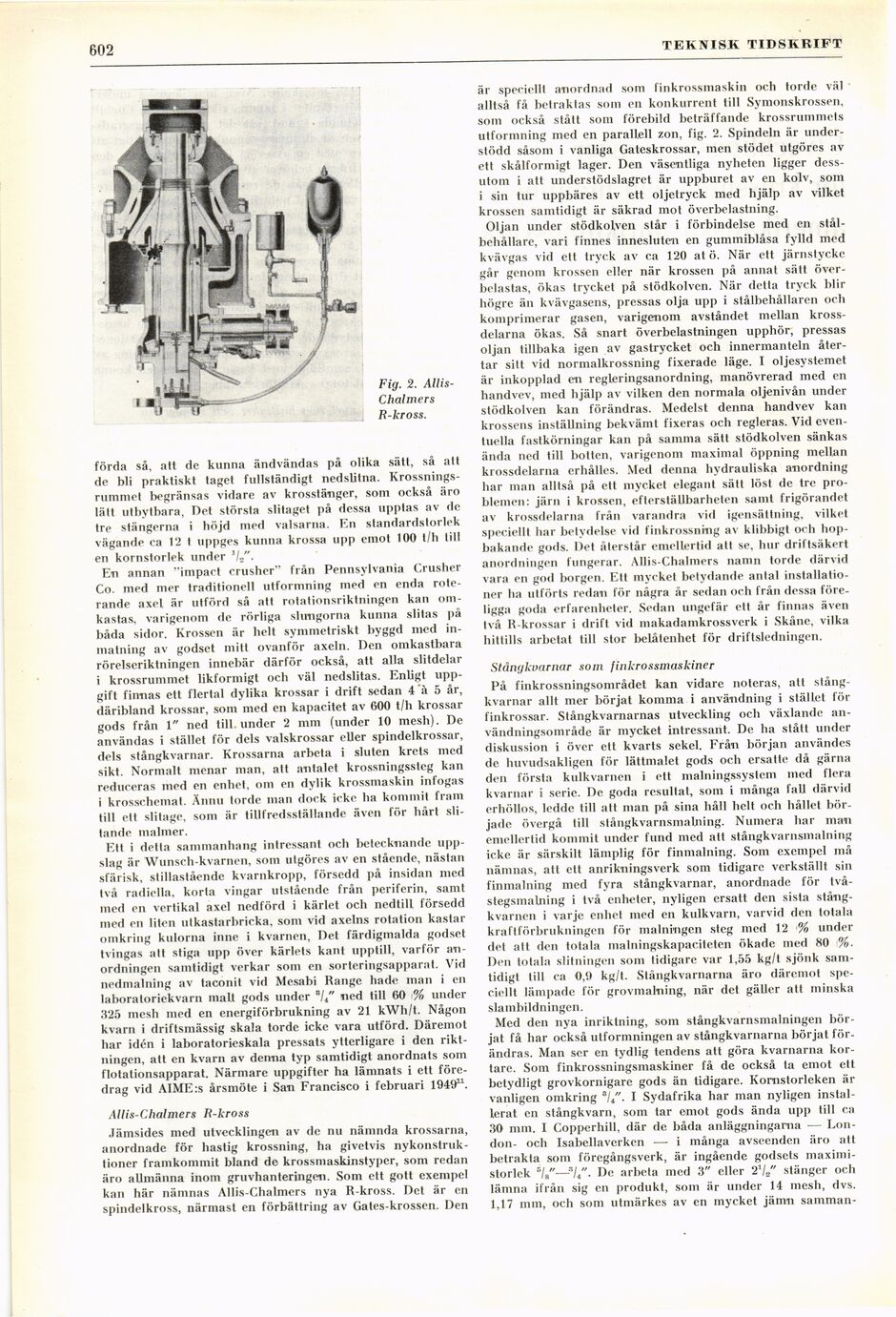
Fig. 2. Allis-
Chalmers
R-kross.
förda så, att de kunna ändvändas på olika sätt, så att
de bli praktiskt taget fullständigt nedslitna.
Krossnings-rummet begränsas vidare av krosstänger, som också äro
lätt utbytbara, Det största slitaget på dessa upptas av de
tre stängerna i höjd med valsarna. En standardstorlek
vägande ca 12 t uppges kumla krossa upp emot 100 t/h till
en kornstorlek under */«"•
Eti annan ’’impact crusher" från Pennsylvania Crusher
Co. med mer traditionell utformning med en enda
roterande axel är utförd så att rotationsriktningen kan
omkastas, varigenom de rörliga slungorna kunna slitas på
båda sidor. Krossen är helt symmetriskt byggd med
inmatning av godset mitt ovanför axeln. Den omkastbara
rörelseriktningen innebär därför också, att alla slitdelar
i krossrummet likformigt och väl nedslitas. Enligt
uppgift finnas ett flertal dylika krossar i drift sedan 4 à 5 år,
däribland krossar, som med en kapacitet av 600 t/h krossar
gods från 1" ned till under 2 mm (under 10 mesh). De
användas i stället för dels valskrossar eller spindelkrossar,
dels stångkvarnar. Krossarna arbeta i sluten krets med
sikt. Normalt menar man, att antalet krossningssteg kan
reduceras med en enhet, om en dylik krossmaskin infogas
i krosschemat. Ännu torde man dock icke ha kommit fram
till ett slitage, som är tillfredsställande även för hårt
slitande malmer.
Ett i detta sammanhang intressant och betecknande
uppslag är Wunsch-kvarnen, som utgöres av en stående, nästan
sfärisk, stillastående kvarnkropp, försedd på insidan med
två radiella, korta vingar utstående från periferin, samt
med en vertikal axel nedförd i kärlet och nedtill, försedd
med en liten utkastarbricka, som vid axelns rotation kastar
omkring kulorna inne i kvarnen, Det färdigmalda godset
tvingas att stiga upp över kärlets kant upptill, varför
anordningen samtidigt verkar som en sorteringsapparat. Vid
nedmalning av taconit vid Mesabi Range hade man i en
laboratoriekvarn malt gods under ®/4" ned till 60 % under
325 mesh med en energiförbrukning av 21 kWh/t. Någon
kvarn i driftsmässig skala torde icke vara utförd. Däremot
har idén i laboratorieskala pressats ytterligare i den
riktningen, att en kvarn av denna typ samtidigt anordnats som
flotationsapparat. Närmare uppgifter ha lämnats i ett
föredrag vid AIME:s årsmöte i San Francisco i februari 1949".
Allis-Chalmers R-kross
Jämsides med utvecklingen av de nu nämnda krossarna,
anordnade för hastig krossning, ha givetvis
nykonstruktioner framkommit bland de krossmaskinstyper, som redan
äro allmänna inom gruvhanteringen. Som ett gott exempel
kan här nämnas Allis-Chalmers nya R-kross. Det är en
spindelkross, närmast en förbättring av Gates-krossen. Den
är speciellt anordnad som finkrossmaskin och torde väl
alltså få betraktas som en konkurrent till Symonskrossen,
som också stått som förebild beträffande krossrummets
utformning med en parallell zon, fig. 2. Spindeln är
understödd såsom i vanliga Gateskrossar, men stödet utgöres av
ett skålformigt lager. Den väsentliga nyheten ligger
dessutom i att understödslagret är uppburet av en kolv, som
i sin tur uppbäres av ett oljetryck med hjälp av vilket
krossen samtidigt är säkrad mot överbelastning.
Oljan under stödkolven står i förbindelse med en
stål-beliållare, vari finnes innesluten en gummiblåsa fylld med
kvävgas vid ett tryck av ca 120 at ö. När ett järnstycke
går genom krossen eller när krossen på annat sätt
överbelastas, ökas trycket på stödkolven. När detta tryck blir
högre än kvävgasens, pressas olja upp i stålbehållaren och
komprimerar gasen, varigenom avståndet mellan
krossdelarna ökas. Så snart överbelastningen upphör, pressas
oljan tillbaka igen av gastrycket och innermanteln
återtar sitt vid normalkrossning fixerade läge. I oljesystemet
är inkopplad en regleringsanordning, manövrerad med en
handvev, med hjälp av vilken den normala oljenivån under
stödkolven kan förändras. Medelst denna handvev kan
krossens inställning bekvämt fixeras och regleras. Vid
eventuella fastkörningar kan på samma sätt stödkolven sänkas
ända ned till botten, varigenom maximal öppning mellan
krossdelarna erhålles. Med denna hydrauliska anordning
har man alltså på ett mycket elegant sätt löst de tre
problemen: järn i krossen, efterställbarheten samt frigörandet
av krossdelarna från varandra vid igensättning, vilket
speciellt har betydelse vid finkrossning av klibbigt och
hopbakande gods. Det återstår emellertid att se, hur driftsäkert
anordningen fungerar. Allis-Chalmers namn torde därvid
vara en god borgen. Ett mycket betydande antal
installationer ha utförts redan för några år sedan och frän dessa
föreligga goda erfarenheter. Sedan ungefär ett år finnas även
två R-krossar i drift vid makadamkrossverk i Skåne, vilka
hittills arbetat till stor belåtenhet för driftsledningen.
Stångkvarnar som finkrossmaskiner
På finkrossningsområdet kan vidare noteras, att
stångkvarnar allt mer börjat komma i användning i stället för
finkrossar. Stångkvarnarnas utveckling och växlande
användningsområde är mycket intressant. De ha stått under
diskussion i över ett kvarts sekel. Från början användes
de huvudsakligen för lättmalet gods och ersatte då gärna
den första kulkvarnen i ett malningssystem med flera
kvarnar i serie. De goda resultat, som i många fall därvid
erhöllos, ledde till att man på sina håll helt och hållet
började övergå (ill stångkvarnsmalning. Numera har man
emellertid kommit under fund med att stångkvarnsmalning
icke är särskilt lämplig för finmalning. Som exempel må
nämnas, att ett anrikningsverk som tidigare verkställt sin
finmalning med fyra stångkvarnar, anordnade för
två-stegsmalning i två enheter, nyligen ersatt den sista
stångkvarnen i varje enhet med en kulkvarn, varvid den totala
kraftförbrukningen för målningen steg med 12 •% under
det alt den totala malningskapaciteten ökade med SO %.
Den totala slitningen som tidigare var 1,55 kg/t sjönk
samtidigt till ca 0,9 kg/t. Stångkvarnarna äro däremot
speciellt lämpade för grovmalning, när det gäller att minska
slambildningen.
Med den nya inriktning, som stångkvarnsmalningen
börjat få har också utformningen av stångkvarnarna börjat
förändras. Man ser en tydlig tendens att göra kvarnarna
kortare. Som finkrossningsmaskiner få de också ta emot ett
betydligt grovkornigare gods än tidigare. Kornstorleken är
vanligen omkring s/4". I Sydafrika har man nyligen
installerat en stångkvarn, som tar emot gods ända upp till ca
30 mm. I Copperhill, där de båda anläggningarna —
London- och Isabellaverken — i många avseenden äro att
betrakta som föregångsverk, är ingående godsets
maximi-storlck 5/„"—3/4". De arbeta med 3" eller 21//’ stänger och
lämna ifrån sig en produkt, som är under 14 mesh, dvs.
1,17 mm, och som utmärkes av en mycket jämn samman-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}