
Full resolution (JPEG) - On this page / på denna sida - H. 33. 17 september 1949 - Världsstandard för skruvgängor i sikte, av Nils Lundqvist - Stansverktyg av hårdmetall, av Veijo Kokkonen - Elektrolytisk kapning och slipning, av C S

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
10 september 1949
641
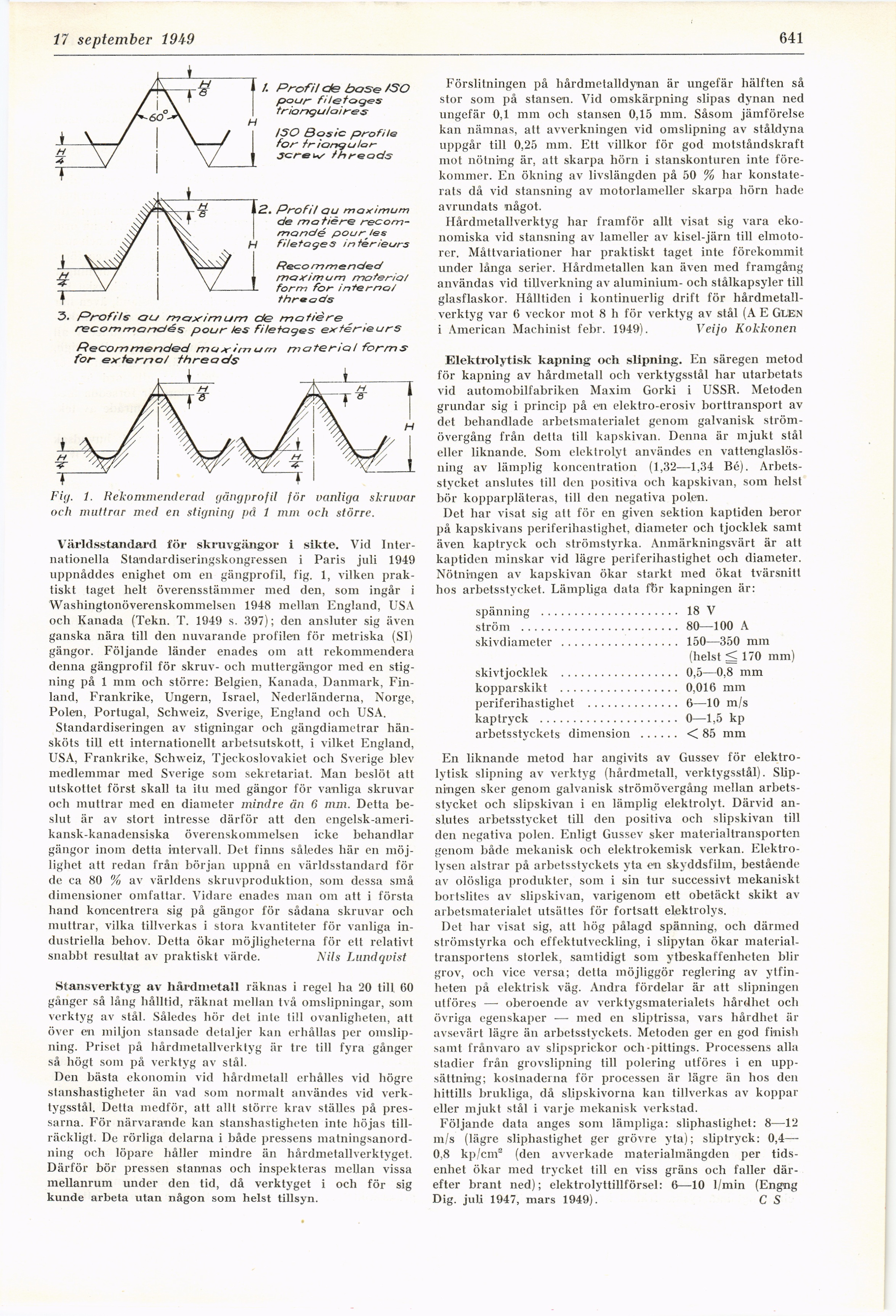
Fig. 1. Rekommenderad gängprofil för vanliga skruvar
och muttrar med en stigning pä 1 mm och större.
Världsstandard för skruvgängor i sikte. Vid
Internationella Standardiseringskongressen i Paris juli 1949
uppnåddes enighet om en gängprofil, fig. 1, vilken
praktiskt taget helt överensstämmer med den, som ingår i
Washingtonöverenskommelsen 1948 mellan England, USA
och Kanada (Tekn. T. 1949 s. 397); den ansluter sig även
ganska nära till den nuvarande profilen för metriska (SI)
gängor. Följande länder enades om att rekommendera
denna gängprofil för skruv- och muttergängor med en
stigning på 1 mm och större: Belgien, Kanada, Danmark,
Finland, Frankrike, Ungern, Israel, Nederländerna, Norge,
Polen, Portugal, Schweiz, Sverige, England och USA.
Standardiseringen av stigningar och gängdiametrar
hän-sköts till ett internationellt arbetsutskott, i vilket England,
USA, Frankrike, Schweiz, Tjeckoslovakiet och Sverige blev
medlemmar med Sverige som sekretariat. Man beslöt att
utskottet först skall ta itu med gängor för vanliga skruvar
och muttrar med en diameter mindre än 6 mm. Detta
beslut är av stort intresse därför att den
engelsk-ameri-kansk-kanadensiska överenskommelsen icke behandlar
gängor inom detta intervall. Det finns således här en
möjlighet att redan från början uppnå en världsstandard för
de ca 80 % av världens skruvproduktion, som dessa små
dimensioner omfattar. Vidare enades man om att i första
hand koncentrera sig på gängor för sådana skruvar och
muttrar, vilka tillverkas i stora kvantiteter för vanliga
industriella behov. Detta ökar möjligheterna för ett relativt
snabbt resultat av praktiskt värde. Nils Lundqvist
Stansverktyg av hårdmetall räknas i regel ha 20 till 60
gånger så lång hålltid, räknat mellan två omslipningar, som
verktyg av stål. Således hör det inte till ovanligheten, att
över en miljon stansade detaljer kan erhållas per
omslip-ning. Priset på hårdmetallverktyg är tre till fyra gånger
så högt som på verktyg av stål.
Den bästa ekonomin vid hårdmetall erhålles vid högre
stanshastigheter än vad som normalt användes vid
verktygsstål. Delta medför, att aili större krav ställes på
pressarna. För närvarande kan stanshastigheten inte höjas
tillräckligt. De rörliga delarna i både pressens
matningsanord-ning och löpare håller mindre än hårdmetallverktyget.
Därför bör pressen stannas och inspekteras mellan vissa
mellanrum under den tid, då verktyget i och för sig
kunde arbeta utan någon som helst tillsyn.
Förslitningen på hårdmetalldynan är ungefär hälften så
stor som på stansen. Vid omskärpning slipas dynan ned
ungefär 0,1 mm och stansen 0,15 mm. Såsom jämförelse
kan nämnas, att avverkningen vid omslipning av ståldyna
uppgår till 0,25 mm. Ett villkor för god motståndskraft
mot nötning är, att skarpa hörn i stanskonturen inte
förekommer. En ökning av livslängden på 50 % har
konstaterats då vid stansning av motorlameller skarpa hörn hade
avrundats något.
Hårdmetallverktyg har framför allt visat sig vara
ekonomiska vid stansning av lameller av kisel-järn till
elmotorer. Måttvariationer har praktiskt taget inte förekommit
under långa serier. Hårdmetallen kan även med framgång
användas vid tillverkning av aluminium- och stålkapsyler till
glasflaskor. Hålltiden i kontinuerlig drift för
hårdmetallverktyg var 6 veckor mot 8 h för verktyg av stål (A E GLE.N
i American Machinist febr. 1949). Veijo Kokkonen
Elektrolytisk kapning och slipning. En säregen metod
för kapning av hårdmetall och verktygsstål har utarbetats
vid automobilfabriken Maxim Gorki i USSR. Metoden
grundar sig i princip på en elektro-erosiv borttransport av
det behandlade arbetsmaterialet genom galvanisk ström
-övergång från delta till kapskivan. Denna är mjukt stål
eller liknande. Som elektrolyt användes en
vattenglaslösning av lämplig koncentration (1,32—1,34 Bé).
Arbetsstycket anslutes till den positiva och kapskivan, som helst
bör kopparpläteras, till den negativa polen.
Det har visat sig att för en given sektion kaptiden beror
på kapskivans periferihastighet, diameter och tjocklek samt
även kaptryck och strömstyrka. Anmärkningsvärt är att
kaptiden minskar vid lägre periferihastighet och diameter.
Nötningen av kapskivan ökar starkt med ökat tvärsnitt
hos arbetsstycket. Lämpliga data fbr kapningen är:
spänning ..........................................18 V
ström ...............................................80—100 A
skivdiameter ....................................150—350 mm
(helst <170 mm)
skivtjocklek ....................................0,5—0,8 mm
kopparskikt ....................................0,016 mm
periferihastighet ............................6—10 m/s
kaptryck ..........................................0—1,5 kp
arbetsstyckets dimension ............<85 mm
En liknande metod har angivits av Gussev för
elektrolytisk slipning av verktyg (hårdmetall, verktygsstål).
Slipningen sker genom galvanisk strömövergång mellan
arbetsstycket och slipskivan i en lämplig elektrolyt. Därvid
anslutes arbetsstycket till den positiva och slipskivan till
den negativa polen. Enligt Gussev sker materialtransporten
genom både mekanisk och elektrokemisk verkan.
Elektrolysen alstrar på arbetsstyckets yta en skyddsfilm, bestående
av olösliga produkter, som i sin lur successivt mekaniskt
bortslites av slipskivan, varigenom ett obetäckt skikt av
arbetsmaterialet utsättes för fortsatt elektrolys.
Det har visat sig, att hög pålagd spänning, och därmed
strömstyrka och effektutveckling, i slipytan ökar
materialtransportens storlek, samtidigt som ytbeskaifenheten blir
grov, och vice versa; detta möjliggör reglering av
ytfin-heten på elektrisk väg. Andra fördelar är att slipningen
utföres — oberoende av verktygsmaterialets hårdhet och
övriga egenskaper — med en sliptrissa, vars hårdhet är
avsevärt lägre än arbetsstyckets. Metoden ger en god finish
samt frånvaro av slipsprickor och pittings. Processens alla
stadier från grovslipning till polering utföres i en
uppsättning; kostnaderna för processen är lägre än hos den
hittills brukliga, då slipskivorna kan tillverkas av koppar
eller mjukt stål i varje mekanisk verkstad.
Följande data anges som lämpliga: sliphastighel: 8—12
m/s (lägre sliphastighet ger grövre yta); sliptryck: 0,4—
0.8 kp/cma (den avverkade materialmängden per
tidsenhet ökar med trycket till en viss gräns och faller
därefter brant ned); elektrolyttillförsel: 6—10 1/min (Engng
Dig. juli 1947, mars 1949). C S
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}