
Full resolution (JPEG) - On this page / på denna sida - H. 42. 19 november 1949 - Synpunkter på splinesförband, av Gunnar Wallgren
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12 november 1949
855
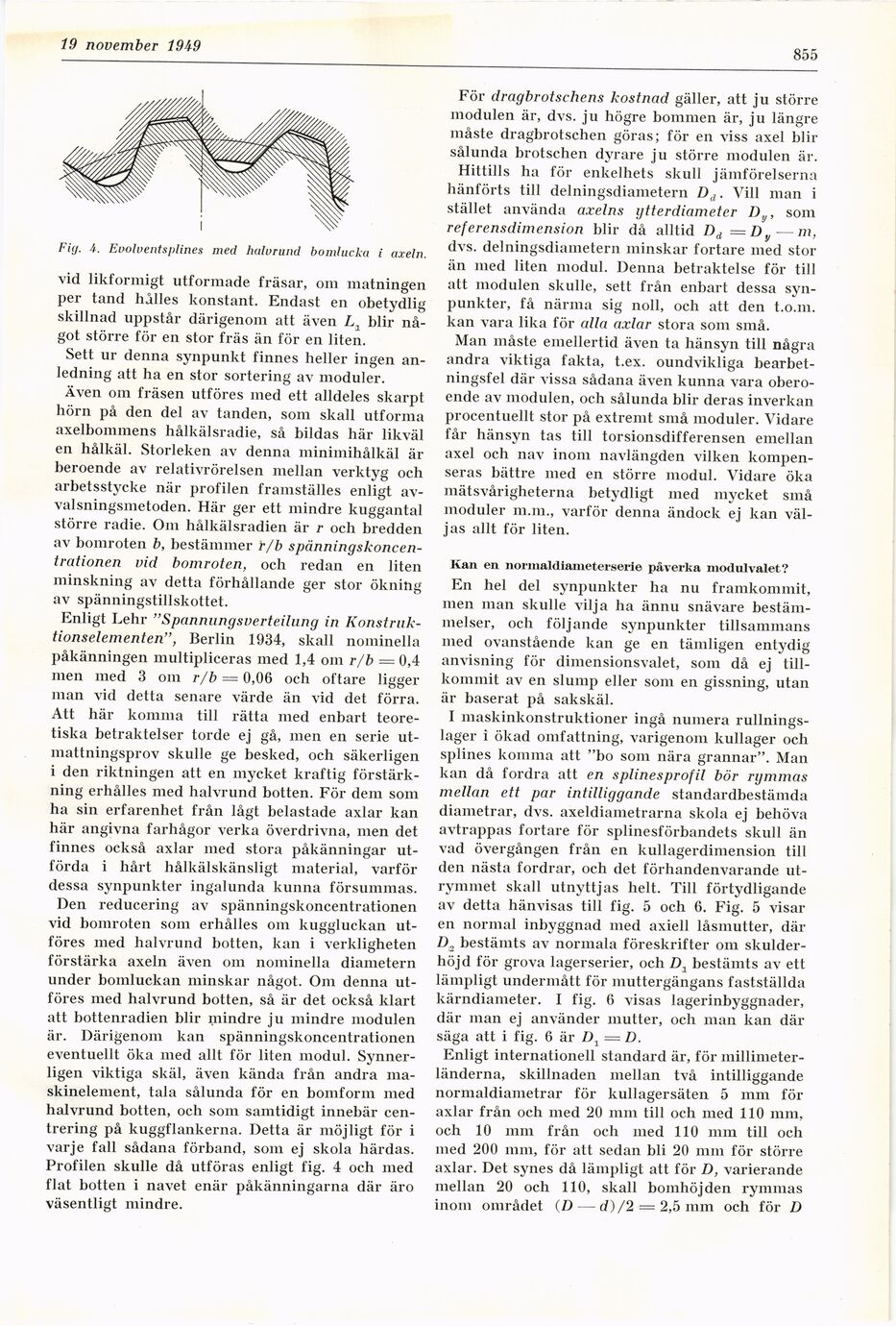
Fig. i. Evolvents/ilines med halvrund bomlucka i axeln.
vid likformigt utformade fräsar, om matningen
per tand hålles konstant. Endast en obetydlig
skillnad uppstår därigenom att även blir
något större för en stor fräs än för en liten.
Sett ur denna synpunkt finnes heller ingen
anledning att ha en stor sortering av moduler.
Även om fräsen utföres med ett alldeles skarpt
hörn på den del av tanden, som skall utforma
axelbommens hålkälsradie, så bildas här likväl
en hålkäl. Storleken av denna minimihålkäl är
beroende av relativrörelsen mellan verktyg och
arbetsstycke när profilen framställes enligt
av-valsningsmetoden. Här ger ett mindre kuggantal
större radie. Om hålkälsradien är r och bredden
av bomroten b, bestämmer t/b
spänningskoncentrationen vid bomroten, och redan en liten
minskning av detta förhållande ger stor ökning
av spänningstillskottet.
Enligt Lehr "Spannungsverteilung in
Konstruk-tionselementen", Berlin 1934, skall nominella
påkänningen multipliceras med 1,4 om r/b = 0,4
men med 3 om r/b = 0,06 och oftare ligger
man vid detta senare värde än vid det förra.
Att här komma till rätta med enbart
teoretiska betraktelser torde ej gå, men en serie
utmattningsprov skulle ge besked, och säkerligen
i den riktningen att en mycket kraftig
förstärkning erhålles med halvrund botten. För dem som
ha sin erfarenhet från lågt belastade axlar kan
här angivna farhågor verka överdrivna, men det
finnes också axlar med stora påkänningar
utförda i hårt hålkälskänsligt material, varför
dessa synpunkter ingalunda kunna försummas.
Den reducering av spänningskoncentrationen
vid bomroten som erhålles om kuggluckan
utföres med halvrund botten, kan i verkligheten
förstärka axeln även om nominella diametern
under bomluckan minskar något. Om denna
utföres med halvrund botten, så är det också klart
att bottenradien blir mindre ju mindre modulen
är. Därigenom kan spänningskoncentrationen
eventuellt öka med allt för liten modul.
Synnerligen viktiga skäl, även kända från andra
maskinelement, tala sålunda för en bomform med
halvrund botten, och som samtidigt innebär
centrering på kuggflankerna. Detta är möjligt för i
varje fall sådana förband, som ej skola härdas.
Profilen skulle då utföras enligt fig. 4 och med
flat botten i navet enär påkänningarna där äro
väsentligt mindre.
För dragbrotschens kostnad gäller, att ju större
modulen är, dvs. ju högre bommen är, ju längre
måste dragbrotschen göras; för en viss axel blir
sålunda brotschen dyrare ju större modulen är.
Hittills ha för enkelhets skull jämförelserna
hänförts till delningsdiametern Dd. Vill man i
stället använda axelns ytterdiameter Dy, som
referensdimension blir då alltid Dd =D y—m,
dvs. delningsdiametern minskar fortare med stor
än med liten modul. Denna betraktelse för till
att modulen skulle, sett från enbart dessa
synpunkter, få närma sig noll, och att den t.o.m.
kan vara lika för alla axlar stora som små.
Man måste emellertid även ta hänsyn till några
andra viktiga fakta, t.ex. oundvikliga
bearbetningsfel där vissa sådana även kunna vara
oberoende av modulen, och sålunda blir deras inverkan
procentuellt stor på extremt små moduler. Vidare
får hänsyn tas till torsionsdifferensen emellan
axel och nav inom navlängden vilken
kompenseras bättre med en större modul. Vidare öka
mätsvårigheterna betydligt med mycket små
moduler m.m., varför denna ändock ej kan
väljas allt för liten.
Kan en normaldiameterserie påverka modnlvalet?
En hel del synpunkter ha nu framkommit,
men man skulle vilja ha ännu snävare
bestämmelser, och följande synpunkter tillsammans
med ovanstående kan ge en tämligen entydig
anvisning för dimensionsvalet, som då ej
tillkommit av en slump eller som en gissning, utan
är baserat på sakskäl.
I maskinkonstruktioner ingå numera
rullningslager i ökad omfattning, varigenom kullager och
splines komma att "bo som nära grannar". Man
kan då fordra att en splinesprofil bör rymmas
mellan ett par intilliggande standardbestämda
diametrar, dvs. axeldiametrarna skola ej behöva
avtrappas fortare för splinesförbandets skull än
vad övergången från en kullagerdimension till
den nästa fordrar, och det förhandenvarande
utrymmet skall utnyttjas helt. Till förtydligande
av detta hänvisas till fig. 5 och 6. Fig. 5 visar
en normal inbyggnad med axiell låsmutter, där
I)2 bestämts av normala föreskrifter om
skulderhöjd för grova lagerserier, och D1 bestämts av ett
lämpligt undermått för muttergängans fastställda
kärndiameter. I fig. 6 visas lagerinbyggnader,
där man ej använder mutter, och man kan där
säga att i fig. 6 är D1 = D.
Enligt internationell standard är, för
millimeterländerna, skillnaden mellan två intilliggande
normaldiametrar för kullagersäten 5 mm för
axlar från och med 20 mm till och med 110 mm,
och 10 mm från och med 110 mm till och
med 200 mm, för att sedan bli 20 mm för större
axlar. Det synes då lämpligt att för D, varierande
mellan 20 och 110, skall bomhöjden rymmas
inom området (D - — d)/2 = 2,5 mm och för D
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}