
Full resolution (JPEG) - On this page / på denna sida - H. 24. 17 juni 1950 - Svetsning inom flyget, av Artur Fransson

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
.570
TEKNISK TIDSKRIFT
skall vara lika långa som provstycket. Deras över- och
undersida slätbearbetas i längdriktningen vinkelrätt
svetsen, ca 20 mm på varje sida om svetsens mittlinje, icke
djupare än 0,10 min under den ursprungliga plåtytan.
Varje provstav förses därefter med två hål noggrant i
svetsens mittlinje, vinkelrätt mot plåtytan. Hålen brotchas
till 3,5 mm diameter med ett centrumavstånd av 20,0 + 0,2
ram. Vid plåt under 4 mm och till 5,0 mm resp 28,5 ± 0,2
mm vid grövre plåt. Efter borrningen genomsågas
provstavens kanter intill hålen. Härigenom bortfaller inverkan
av eventuellt förekommande kall- eller varmbearbetning
på provstavskanten.
För uppmätning av förlängningen i svetsen dras två
rit-sar parallellt ined svetsen, så att hålen tangeras.
Vinkelrätt mot dessa ritsar och mitt på avståndet mellan hålens
medelpunkter dras en tredje rits. Det avstånd, som
begränsas av de två första ritsarna utgör mätlängden för
förlängningsmätningen. Provstaven dras av, varvid svetsens
brottgräns bestäms. Förlängningen bestämmes i
mätmikro-skop i procent av den ursprungliga mätlängden.
Brottytorna granskas och betygsättes med avseende på graden av
genomsvetsning samt frihet från blåsor och slagg. Vid
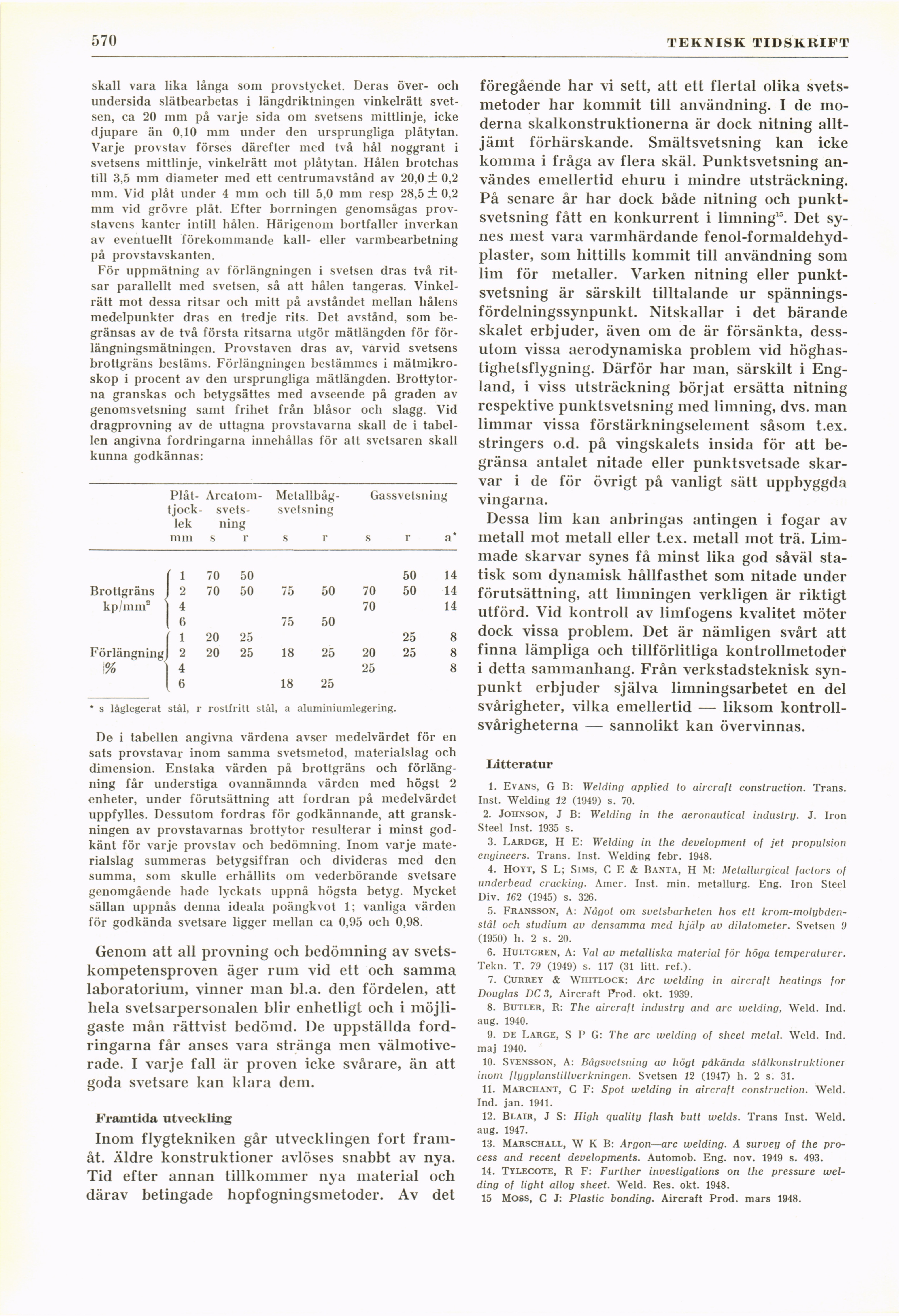
dragprovning av de uttagna provstavarna skall de i
tabellen angivna fordringarna innehållas för att svetsaren skall
kunna godkännas:
Plåt-
Arcatom-tjock- svets-lek ning
mm s r
[-Metallbåg-svetsning-]
{+Metallbåg-
svetsning+}
s r
Gassvetsning
s r a*
Brottgräns
kp/mm2
%
1 70 50 50 14
2 70 50 75 50 70 50 14
4 70 14
6 75 50
1 20 25 25 8
2 20 25 18 25 20 25 8
4 25 8
6 18 25
* s låglegerat stål, r rostfritt stål, a aluminiumlegering.
De i tabellen angivna värdena avser medelvärdet för en
sats provstavar inom samma svetsmetod, materialslag och
dimension. Enstaka värden på brottgräns och
förlängning får understiga ovannämnda värden med högst 2
enheter, under förutsättning att fordran på medelvärdet
uppfylles. Dessutom fordras för godkännande, att
granskningen av provstavarnas brottytor resulterar i minst
godkänt för varje provstav och bedömning. Inom varje
materialslag summeras betygsiffran och divideras med den
summa, som skulle erhållits om vederbörande svetsare
genomgående hade lyckats uppnå högsta betyg. Mycket
sällan uppnås denna ideala poängkvot 1; vanliga värden
för godkända svetsare ligger mellan ca 0,95 och 0,98.
Genom att all provning och bedömning av
svets-kompetensproven äger rum vid ett och samma
laboratorium, vinner man bl.a. den fördelen, att
hela svetsarpersonalen blir enhetligt och i
möjligaste mån rättvist bedömd. De uppställda
fordringarna får anses vara stränga men
välmotiverade. I varje fall är proven icke svårare, än att
goda svetsare kan klara dem.
Framtida utveckling
Inom flygtekniken går utvecklingen fort
framåt. Äldre konstruktioner avlöses snabbt av nya.
Tid efter annan tillkommer nya material och
därav betingade hopfogningsmetoder. Av det
föregående har vi sett, att ett flertal olika
svetsmetoder har kommit till användning. I de
moderna skalkonstruktionerna är dock nitning
alltjämt förhärskande. Sinältsvetsning kan icke
komma i fråga av flera skäl. Punktsvetsning
användes emellertid ehuru i mindre utsträckning.
På senare år har dock både nitning och
punktsvetsning fått en konkurrent i limning15. Det
synes mest vara varmhärdande
fenol-formaldehyd-plaster, som hittills kommit till användning som
lim för metaller. Varken nitning eller
punktsvetsning är särskilt tilltalande ur
spännings-fördelningssynpunkt. Nitskallar i det bärande
skalet erbjuder, även om de är försänkta,
dessutom vissa aerodynamiska problem vid
höghastighetsflygning. Därför har man, särskilt i
England, i viss utsträckning börjat ersätta nitning
respektive punktsvetsning med limning, dvs. man
limmar vissa förstärkningselement såsom t.ex.
stringers o.d. på vingskalets insida för att
begränsa antalet nitade eller punktsvetsade
skarvar i de för övrigt på vanligt sätt uppbyggda
vingarna.
Dessa lim kan anbringas antingen i fogar av
metall mot metall eller t.ex. metall mot trä.
Limmade skarvar synes få minst lika god såväl
statisk som dynamisk hållfasthet som nitade under
förutsättning, att limningen verkligen är riktigt
utförd. Vid kontroll av limfogens kvalitet möter
dock vissa problem. Det är nämligen svårt att
finna lämpliga och tillförlitliga kontrollmetoder
i detta sammanhang. Från verkstadsteknisk
synpunkt erbjuder själva limningsarbetet en del
svårigheter, vilka emellertid — liksom
kontrollsvårigheterna — sannolikt kan övervinnas.
Litteratur
1. Evans, G B: Welding applied to aircraft construction. Träns.
Inst. Welding 12 (1949) s. 70.
2. Johnson, J B: Welding in the aeronautical industry. J. Iron
Steel Inst. 1935 s.
3. Lardge, H E: Welding in the development of jet propulsion
engineers. Träns. Inst. Welding febr. 1948.
4. Hoyt, S L; Sims, C E & Banta, H M: Metallurgical faclors of
underbead cracking. Amer. Inst. min. metallurg. Eng. Iron Steel
Div. 162 (1945) s. 326.
5. Fransson, A: Något om svelsharhcten hos ett
krom-molybden-stål och studium av densamma med hjälp av dilatometer. Svetsen 0
(1950) h. 2 s. 20.
6. Hultgren, A: Val av metalliska material för höga temperaturer.
Tekn. T. 79 (1949) s. 117 (31 litt. ref.).
7. Currey & Whitlock: Arc welding in aircraft hcatings for
Douglas DC 3, Aircraft Prod. okt. 1939.
8. Butler, B: The aircraft industri) and arc welding, Weld. Ind.
aug. 1940.
9. de Large, S P G: The arc welding of sheet metal. Weld. Ind.
maj 1940.
10. Svensson, A: Bàgsvctsning av högt påkända stålkonstruktioner
inom flygplanstillverkningcn. Svetsen 12 (1947) h. 2 s. 31.
11. Marchant, C F: Spot welding in aircraft construction. Weld.
Ind. jan. 1941.
12. Blair, J S: High quality flash butt welds. Träns Inst. Weld.
aug. 1947.
13. Marschall, W K B: Argon—arc welding. A survey of the
process and recent developments. Automob. Eng. nov. 1949 s. 493.
14. Tylecote, B F: Further investigations ön the pressure
welding of light alloy sheet. Weld. Bes. okt. 1948.
15 Moss, C J: Plastic bonding. Aircraft Prod. mars 1948.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}