
Full resolution (JPEG) - On this page / på denna sida - H. 31. 2 september 1950 - Aktuella materialproblem inom elektronrörstekniken, av Herbert Steyskal och Rolf Gezelius
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
746
TEKNISK TIDSKRIFT
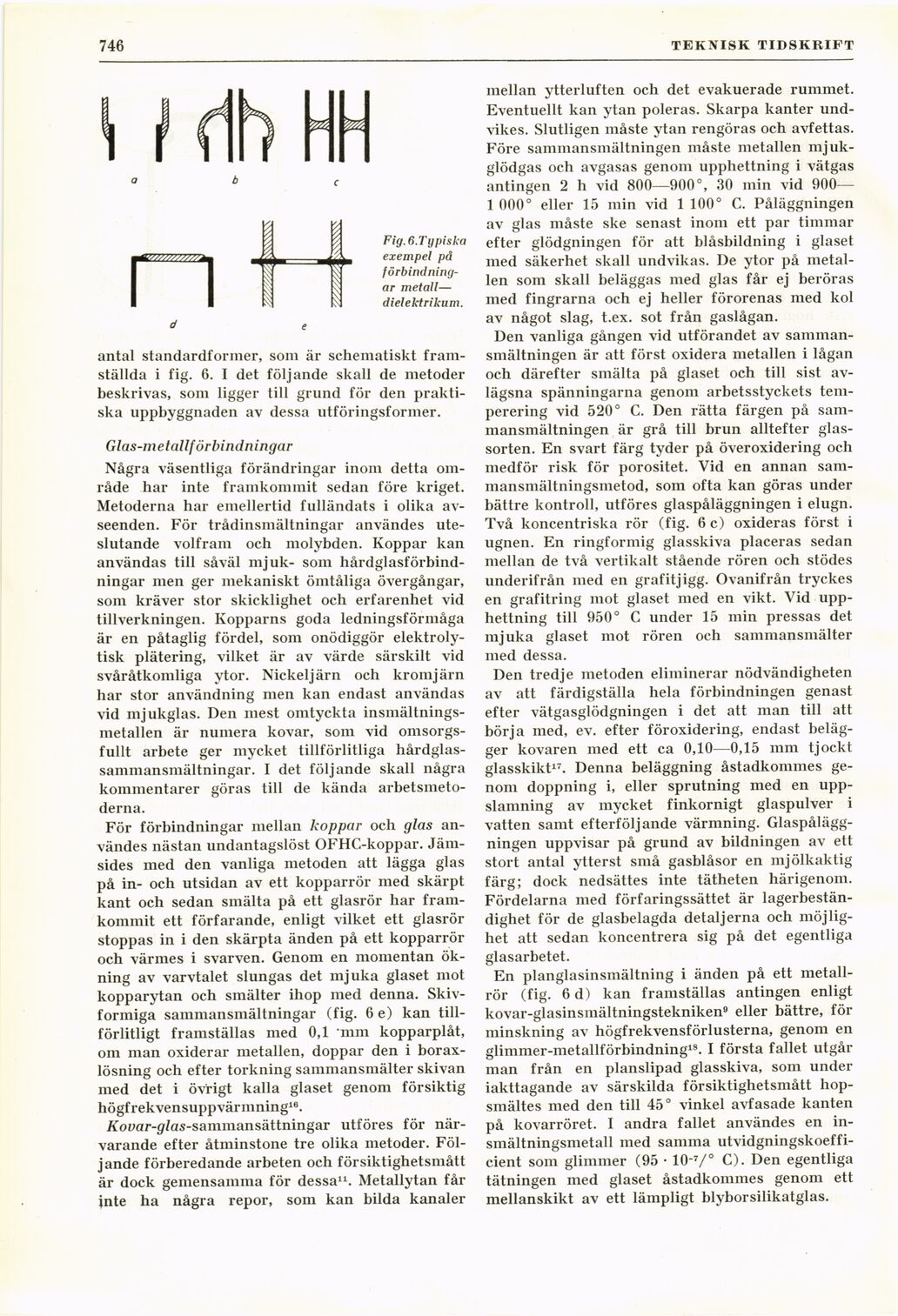
Fig. 6.Ty piska
exempel på [-förbindningar-]
{+förbindning-
ar+} metall—
dielektrikum.
antal standardformer, som är schematiskt
framställda i fig. 6. I det följande skall de metoder
beskrivas, som ligger till grund för den
praktiska uppbyggnaden av dessa utföringsformer.
Glas-metallförbindningar
Några väsentliga förändringar inom detta
område har inte framkommit sedan före kriget.
Metoderna har emellertid fulländats i olika
avseenden. För trådinsmältningar användes
uteslutande volfram och molybden. Koppar kan
användas till såväl mjuk- som
hårdglasförbind-ningar men ger mekaniskt ömtåliga övergångar,
som kräver stor skicklighet och erfarenhet vid
tillverkningen. Kopparns goda ledningsförmåga
är en påtaglig fördel, som onödiggör
elektrolytisk plätering, vilket är av värde särskilt vid
svåråtkomliga ytor. Nickeljärn och kromjärn
har stor användning men kan endast användas
vid mjukglas. Den mest omtyckta
insmältnings-inetallen är numera kovar, som vid
omsorgsfullt arbete ger mycket tillförlitliga
hårdglas-saminansmältningar. I det följande skall några
kommentarer göras till de kända
arbetsmetoderna.
För förbindningar mellan koppar och glas
användes nästan undantagslöst OFHC-koppar.
Jämsides med den vanliga metoden att lägga glas
på in- och utsidan av ett kopparrör med skärpt
kant och sedan smälta på ett glasrör har
framkommit ett förfarande, enligt vilket ett glasrör
stoppas in i den skärpta änden på ett kopparrör
och värmes i svarven. Genom en momentan
ökning av varvtalet slungas det mjuka glaset mot
kopparytan och smälter ihop med denna.
Skiv-formiga sammansmältningar (fig. 6 e) kan
tillförlitligt framställas med 0,1 mm kopparplåt,
om man oxiderar metallen, doppar den i
boraxlösning och efter torkning sammansmälter skivan
med det i övrigt kalla glaset genom försiktig
högfrekvensuppvärmning18.
/foyar-g/as-sammansättningar utföres för
närvarande efter åtminstone tre olika metoder.
Följande förberedande arbeten och försiktighetsmått
är dock gemensamma för dessa11. Metallytan får
jnte ha några repor, som kan bilda kanaler
mellan ytterluften och det evakuerade rummet.
Eventuellt kan ytan poleras. Skarpa kanter
undvikes. Slutligen måste vtan rengöras och avfettas.
Före sammansmältningen måste metallen
mjukglödgas och avgasas genom upphettning i vätgas
antingen 2 h vid 800—900°, 30 min vid 900—
1 000° eller 15 min vid 1 100° C. Påläggningen
av glas måste ske senast inom ett par timmar
efter glödgningen för att blåsbildning i glaset
med säkerhet skall undvikas. De ytor på
metallen som skall beläggas med glas får ej beröras
med fingrarna och ej heller förorenas med kol
av något slag, t.ex. sot från gaslågan.
Den vanliga gången vid utförandet av
sammansmältningen är att först oxidera metallen i lågan
och därefter smälta på glaset och till sist
avlägsna spänningarna genom arbetsstyckets
tem-perering vid 520° C. Den rätta färgen på
sammansmältningen är grå till brun alltefter
glassorten. En svart färg tyder på överoxidering och
medför risk för porositet. Vid en annan
sammansmältningsmetod, som ofta kan göras under
bättre kontroll, utföres glaspåläggningen i elugn.
Två koncentriska rör (fig. 6 c) oxideras först i
ugnen. En ringformig glasskiva placeras sedan
mellan de två vertikalt stående rören och stödes
underifrån med en grafitjigg. Ovanifrån tryckes
en grafitring mot glaset med en vikt. Vid
upphettning till 950° C under 15 min pressas det
mjuka glaset mot rören och sammansmälter
med dessa.
Den tredje metoden eliminerar nödvändigheten
av att färdigställa hela förbindningen genast
efter vätgasglödgningen i det att man till att
börja ined, ev. efter föroxidering, endast
belägger kovaren med ett ca 0,10—0,15 mm tjockt
glasskikt17. Denna beläggning åstadkommes
genom doppning i, eller sprutning med en
uppslamning av mycket finkornigt glaspulver i
vatten samt efterföljande värmning.
Glaspåläggningen uppvisar på grund av bildningen av ett
stort antal ytterst små gasblåsor en mjölkaktig
färg; dock nedsättes inte tätheten härigenom.
Fördelarna med förfaringssättet är
lagerbeständighet för de glasbelagda detaljerna och
möjlighet att sedan koncentrera sig på det egentliga
glasarbetet.
En planglasinsmältning i änden på ett
metallrör (fig. 6 d) kan framställas antingen enligt
kovar-glasinsmältningstekniken9 eller bättre, för
minskning av högfrekvensförlusterna, genom en
glimmer-metallförbindning18. I första fallet utgår
man från en planslipad glasskiva, som under
iakttagande av särskilda försiktighetsmått
hopsmältes med den till 45° vinkel avfasade kanten
på kovarröret. I andra fallet användes en
in-smältningsmetall ined samma
utvidgningskoefficient som glimmer (95 • 10"7/° C). Den egentliga
tätningen med glaset åstadkommes genom ett
mellanskikt av ett lämpligt blyborsilikatglas.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}