
Full resolution (JPEG) - On this page / på denna sida - H. 10. 10 mars 1951 - Andras erfarenheter - Översyn av hängbro, av sah - Dragpressningsförloppet enligt engelsk forskning, av V K - Flera användningar för litium, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
10 mars 1951
199
i en enkel formel får man den verkliga dragspänningen i
bulten. Därefter dras muttern åter till, tills bulten åter har
förkortats med 170 tiotusendels tum, motsvarande en
normal dragspänning av 45 t.
För att möjliggöra arbetet byggdes två arbetsburar, vilka
på gummiklädda rullar löper på de dubbla bärkablarna —
en på mittspannet och en på sidspannet. Burarna är
byggda av aluminium och väger 10 t. De vinschas för hand upp
för kablarna, men kan över ett IV2" manillarep få
draghjälp från en hissmotor i bärtornet.
Burarna är byggda i två våningar, så att två arbetslag
kan arbeta samtidigt på var sin hängkabel. På en
arbetsdag hinner man med två beslag på mittspannet och ett på
ändspannet (Constr. Meth. nov. 1950). sah
Dragpressningsförloppet enligt engelsk forskning. Med
dragpressning eller djupdragning avses en metod för
framställning av cylindriska, rektangulära m.m. kärl av
metallplåt eller -band. Man talar om dragpressning utan
avsiktlig tjockleksreduktion, såsom framställning av
reflektorer till bilar, och om dragpressning med
tjockleksreduktion, såsom hylsdragning för ammunitionstillverkning.
På grund av den synnerligen komplicerade flytningen av
materialet vid dragpressning och den hittills relativt
blygsamma forskningen inom detta område kan man säga, att
forskarna i dagens läge är sysselsatta med att utröna
materialets beteende i redan kända processer utan att direkt
kunna ge sin hjälp åt konstruktören. Således kan sägas,
att forskningen jämfört med metodens praktiska
tillämpning är klart på efterkälken.
Under tiden mellan första och andra världskriget har
endast lösryckta experiment gjorts med "kopplingsförsök",
dvs. dragpressning i miniatyrskala. Den enda
provningsmetod, som vunnit större spridning är Erichsen-provet.
Det innebär huvudsakligen en tvådimensionell sträckning
av plåten till brott, och man har länge varit medveten om
dess brister som provningsmetod för dragpressning. Strax
före andra världskriget igångsattes i England en
undersökning för att utröna en lämplig metod för
djuppressnings-prov. Dessa försök förlades sedan till Sheffields universitet.
Det prov, som för närvarande användes för bestämning
av dragpressbarheten hos ett plåtmaterial, är
dragpressning av cylindriska kärl i liten skala. Härvid uttryckes
dragpressbarheten med hjälp av den största möjliga
diametern på en cirkulär plåt eller rondell, vid vilken en hel
kopp erhålles, då dragpressningen utföres med en
enhets-dorn. Noggrannheten vid graderingen av olika material
med hänsyn till dragpressbarheten har konstaterats vara
ca 0,6 °/o, om man utför provningen i ett dragverktyg, vars
dyna mäter 50 mm i diameter. Denna noggrannhet
förutsätter att provning utföres under givna betingelser, dvs. vid
givna verktygsdata, såsom kantradie på dornen,
dragradie, plåthållartryck, och att ett bestämt smörjmedel och
en given draghastighet användes. Det ovan nämnda provet
kan således tillämpas i praktiken endast under
förutsättning att de olika faktorernas inverkan på
dragpressbarheten klarlagts.
För att i möjligaste mån reproducera de praktiska
betingelserna vid provningen användes vid Sheffields
universitet två pressar, nämligen en 100 t hydraulisk press
och en 50 t mekanisk dragpress. Bland de märkliga
resultat, som man hittills kommit till kan nämnas den
omständigheten, att glödgat aluminium är känsligare för
inverkan av skarp kantrundning än en hårdare kvalitet.
Smörjmedlet har undersökts, dels med hänsyn till
kraftåtgången, dels beträffande den lätthet, med vilken det kan
avlägsnas från arbetsstycket. Genom dessa försök har
konstaterats att dragkraften högst avsevärt reduceras genom
användning av dragoljor med fasta fyllnadsmedel.
Dragpressningen i ett tempo, dvs. koppningsförsöket,
innebär ett flertal variabler. Vill man studera materialets
lämplighet för flerstegspressning kompliceras problemet
ytterligare i och med att härvid den vid de tidigare stegen
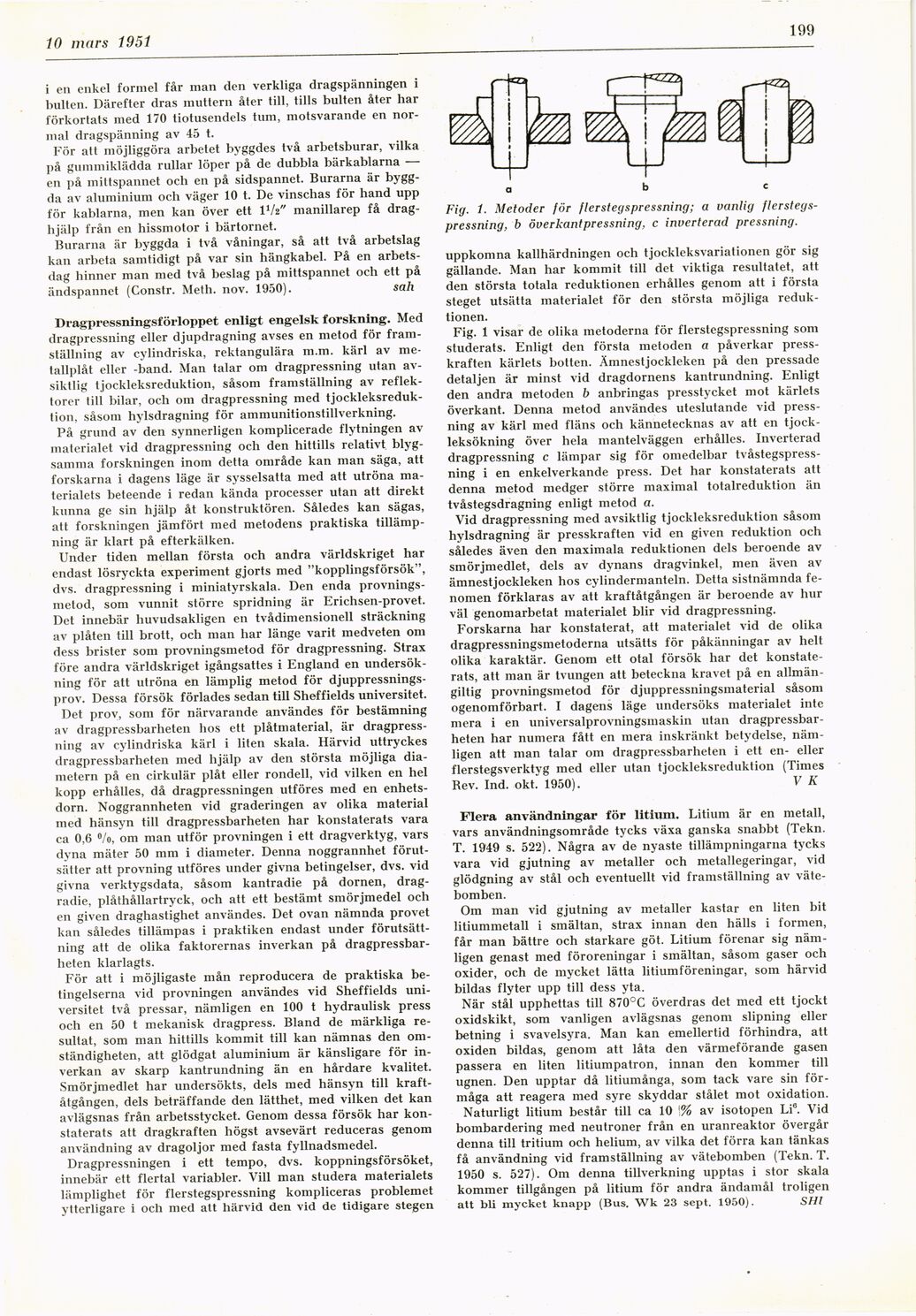
Fig. 1. Metoder för flerstegspressning; a vanlig
flerstegspressning, b överkant pressning, c inverterad pressning.
uppkomna kallhärdningen och tjockleksvariationen gör sig
gällande. Man har kommit till det viktiga resultatet, att
den största totala reduktionen erhålles genom att i första
steget utsätta materialet för den största möjliga
reduktionen.
Fig. 1 visar de olika metoderna för flerstegspressning som
studerats. Enligt den första metoden a påverkar
presskraften kärlets botten. Ämnestjockleken på den pressade
detaljen är minst vid dragdornens kantrundning. Enligt
den andra metoden b anbringas presstycket mot kärlets
överkant. Denna metod användes uteslutande vid
pressning av kärl med fläns och kännetecknas av att en
tjockleksökning över hela mantelväggen erhålles. Inverterad
dragpressning c lämpar sig för omedelbar
tvåstegspress-ning i en enkelverkande press. Det har konstaterats att
denna metod medger större maximal totalreduktion än
tvåstegsdragning enligt metod a.
Vid dragpressning med avsiktlig tjockleksreduktion såsom
hylsdragning är presskraften vid en given reduktion och
således även den maximala reduktionen dels beroende av
smörjmedlet, dels av dynans dragvinkel, men även av
ämnestjockleken hos cylindermanteln. Detta sistnämnda
fenomen förklaras av att kraftåtgången är beroende av hur
väl genomarbetat materialet blir vid dragpressning.
Forskarna har konstaterat, att materialet vid de olika
dragpressningsmetoderna utsätts för påkänningar av helt
olika karaktär. Genom ett otal försök har det
konstaterats, att man är tvungen att beteckna kravet på en
allmängiltig provningsmetod för djuppressningsmaterial såsom
ogenomförbart. I dagens läge undersöks materialet inte
mera i en universalprovningsmaskin utan
dragpressbarheten har numera fått en mera inskränkt betydelse,
nämligen att man talar om dragpressbarheten i ett en- eller
flerstegsverktyg med eller utan tjockleksreduktion (Times
Bev. Ind. okt." 1950). V K
Flera användningar för litium. Litium är en metall,
vars användningsområde tycks växa ganska snabbt (Tekn.
T. 1949 s. 522). Några av de nyaste tillämpningarna tycks
vara vid gjutning av metaller och metallegeringar, vid
glödgning av stål och eventuellt vid framställning av
vätebomben.
Om man vid gjutning av metaller kastar en liten bit
litiummetall i smältan, strax innan den hälls i formen,
får man bättre och starkare göt. Litium förenar sig
nämligen genast med föroreningar i smältan, såsom gaser och
oxider, och de mycket lätta litiumföreningar, som härvid
bildas flyter upp till dess yta.
När stål upphettas till 870°C överdras det med ett tjockt
oxidskikt, som vanligen avlägsnas genom slipning eller
betning i svavelsyra. Man kan emellertid förhindra, att
oxiden bildas, genom att låta den värmeförande gasen
passera en liten litiumpatron, innan den kommer till
ugnen. Den upptar då litiumånga, som tack vare sin
förmåga att reagera med syre skyddar stålet mot oxidation.
Naturligt litium består till ca 10 !% av isotopen Li6. Vid
bombardering med neutroner från en uranreaktor övergår
denna till tritium och helium, av vilka det förra kan tänkas
få användning vid framställning av vätebomben (Tekn. T.
1950 s. 527). Om denna tillverkning upptas i stor skala
kommer tillgången på litium för andra ändamål troligen
att bli mycket knapp (Bus. Wk 23 sept. 1950). SHI
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}