
Full resolution (JPEG) - On this page / på denna sida - H. 20. 19 maj 1951 - Eletroniska tjockleksmätare, av SHl - Nedisningsprov i vindtunnel - Två emaljskikt i stället för tre - Fiskolja - Vätningsmedel med radioaktiv jod - Skrikande bilringar - Ett tält av glas och nylon - Titan i plåtform - Reparation av gamla bilringar - Nya metoder - Centrifugalgjutning av mässing, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
430
TEKNISK TIDSKRIFT
härtill är, att jonerna får så hög hastighet, alt de ger nya
joner vid kollision med gasmolekyler. Vid tillräckligt hög
elektrodspänning kan en enda partikel i kammaren sätta
i gång en joniseringskedja, som består, tills den stoppas.
I GM-röret utnyttjas denna effekt, och det kan därför
användas för att räkna diskreta partiklar. Vid
tjockleksmätning behövs mycket hög räkningshastighet, och då
GM-röret har liten livslängd under sådana betingelser, används
det sällan vid tjockleksmätning.
Det finns vissa ämnen, som fluorescerar vid bestrålning,
t.ex. zinksulfid, kaliumjodid och kadmiumvolframat. De
används i fluorescensfctoceller, vilka vanligen är av
multi-plikatortypen, då den ljusmängd, som avges av det
fluorescerande ämnet, är mycket liten. Fluorescensfotoceller
ger en spänning, som för samma ingående
strålningsintensitet är många gånger större än joniseringskammares. Den
är starkt beroende av cellens matningsspänning, och det är
svårt att hålla denna så konstant, som fordras vid
tjockleksmätning. Används emellertid jämförelsemetoder för att
kringgå denna svårighet, ger fluorescensfotoceller känsliga
och oömma detektorinstrument. SHI
Litteratur
1. Fidelman, D: Electronic gages solve various problems, Machinist
94 (1950) s. 1541.
2. Clapp, G W & Bernstein, S: Thickness gaging by radiation
absorption methods, Gen. Electr. Rev. 53 (1950) h. 11 s. 39.
3. Clarke, E, Carlin, J R & Barbour Jr, W E: Measuring the
thickness of thin coatings with radiation backscattering, Electr.
Engng 70 (1951) s. 35.
Nedisningsprov i vindtunnel ordnas genom att
vattendroppar med en diameter av 5—70 u sprutas genom en rad
munstycken tvärs över tunnelsektionen. Finfördelningen
åstadkommes genom en luftström, som koaxialt omger en
vattenström vars tryck kan regleras.
Två emaljskikt i stället för tre räcker för bilar,
kylskåp m.m. om lacken anbringas vid 70°C, varigenom halten
av fasta emaljpartiklar kan ökas med 50—60 %.
Fiskolja är en utmärkt grund för målning av metall,
även rostigt järn. Med eller utan inblandning av
färgpigment ger den en luft- och vattentät elastisk hinna, som
väl tränger in i metallen och sedan kan sprutmålas på
vanligt sätt.
Vätningsmedel med radioaktiv jod användes för
kontroll av tvättningsprocesser. Halten vätningsmedel kan
mätas med en GM-räknare såväl i den ursprungliga lösningen
som i tvättvattnet och i tvättgodset.
Skrikande bilringar hoppas man kunna slippa efter
amerikanska försök med ringar, i vilka flera olika mönster
är inskurna. Med ett akustiskt stroboskop kan ljudet från
ett mönster sänder mätas och jämföras med de övriga.
Ett tält av glas och nylon användes för ett amerikanskt
fältfotolaboratorium. Tältet är 6 X 24 X 5 m och väger 350
kg. Duken är av glasfiber och nylon i en väv som är
vattentät, eldsäker och lju.stät. Även tältstängerna är av väv.
som blåses upp med tryckluft.
Titan i plåtform kan nu erhållas, tillsatt med 7 fl/o
mangan för stabilisering. Elasticitetsgränsen ligger vid 9 300
kp/cnr. Plåten är lättvalsad och har goda
formgivningsegenskaper — minsta böjningsradien är 1,5—3 gånger
tjockleken.
Reparation av gamla bilringar är lönande eller inte
beroende på om de olika lagren hänger ihop eller är åtskilda.
Om ringen placeras i er vätska innehållande en
ultraljud-sändare kan ringens tillstånd avgöras med ledning av de
vibrationer som mottas av en mikrofon inuti ringen.
Nya metoder
Centrifugalgjutning av mässing. Är 1937 uppfann
schweizaren E Schutz en process för gjutning av mässing,
som kallas "Soro" (efter Schutz, Oederlin, rotation). Den
började användas i kommersiell skala 1939. Soro-processen
ger metallstången direkt i halvfärdigt men slutgiltigt
tvärsnitt, vilket kan vara runt, kvadratiskt, sexkantigt eller
rektangulärt. Den kan även användas för bearbetning av
material, som är svårt att valsa eller stångpressa.
Soro-processen utnyttjas dock huvudsakligen för mässing och brons.
Den legering, som skall gjutas, upphettas i en elektrisk
induktionsugn. En viss mängd av den smälta metallen
hälls med en skopa i gjutmaskinen, som består av en
ringform i två halvor, omsluten av ett plåthölje. Formen
är 1 ra i diameter och roterar med ca 350 r/m, dvs.
periferihastigheten blir ca 1 200 m/min. Metallen rinner från
en påfyllningsöppning i centrum genom en snedställd
ränna, så att den når formen i spetsig vinkel. Man häller
i metallen snabbt i början och sedan långsammare. Efter
ca 1 min tas höljet bort, formen öppnas, och den gjutna
ringen tas ut och kyls (jfr Tekn. T. 1949 s. 604).
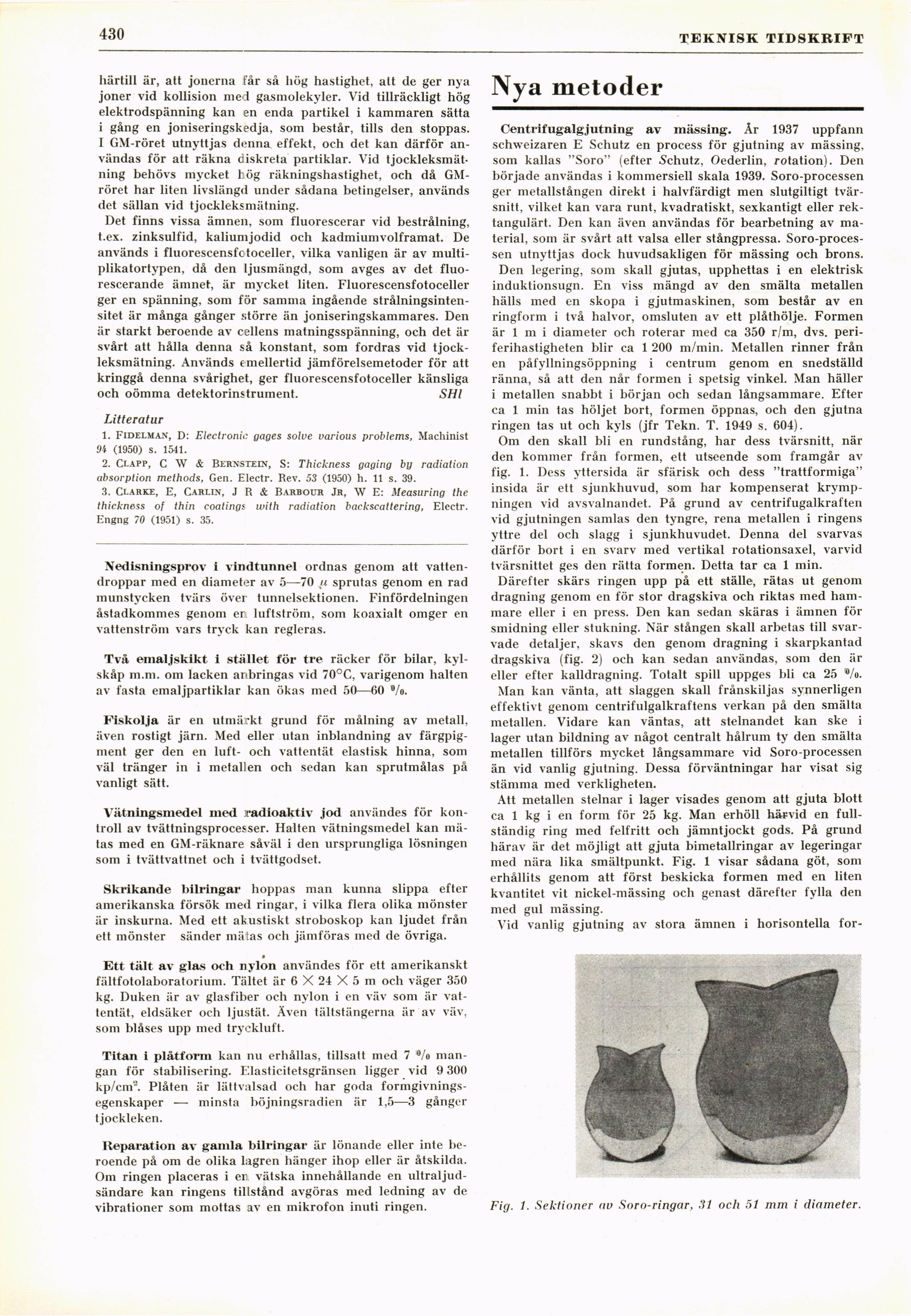
Om den skall bli en rundstång, har dess tvärsnitt, när
den kommer från formen, ett utseende som framgår av
fig. 1. Dess yttersida är sfärisk och dess "trattformiga"
insida är ett sjunkhuvud, som har kompenserat
krympningen vid avsvalnandet. På grund av centrifugalkraften
vid gjutningen samlas den tyngre, rena metallen i ringens
yttre del och slagg i sjunkhuvudet. Denna del svarvas
därför bort i en svarv med vertikal rotationsaxel, varvid
tvärsnittet ges den rätta formen. Detta tar ca 1 min.
Därefter skärs ringen upp på ett ställe, rätas ut genom
dragning genom en för stor dragskiva och riktas med
hammare eller i en press. Den kan sedan skäras i ämnen för
smidning eller stukning. När stången skall arbetas till
svarvade detaljer, skavs den genom dragning i skarpkantad
dragskiva (fig. 2) och kan sedan användas, som den är
eller efter kalldragning. Totalt spill uppges bli ca 25 ’"/o.
Man kan vänta, att slaggen skall frånskiljas synnerligen
effektivt genom centrifulgalkraftens verkan på den smälta
metallen. Vidare kan väntas, att stelnandet kan ske i
lager utan bildning av något centralt hålrum ty den smälta
metallen tillförs mycket långsammare vid Soro-processen
än vid vanlig gjutning. Dessa förväntningar har visat sig
stämma med verkligheten.
Att metallen stelnar i lager visades genom att gjuta blott
ca 1 kg i en form för 25 kg. Man erhöll häFvid en
fullständig ring med felfritt och jämntjockt gods. På grund
härav är det möjligt att gjuta bimetallringar av legeringar
med nära lika smältpunkt. Fig. 1 visar sådana göt, som
erhållits genom att först beskicka formen med en liten
kvantitet vit nickel-mässing och genast därefter fylla den
med gul mässing.
Vid vanlig gjutning av stora ämnen i horisontella for-
Fig. 1. Sektioner av Soro-ringar, ,11 och 51 mm i diameter.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}