
Full resolution (JPEG) - On this page / på denna sida - H. 6. 12 februari 1952 - Nya metoder - Dekorering av gjuten plast, av SHl - Vingspetsarna kommer till nytta, av sah - Nybyggen - Flera kontinuerliga bredbandvalsverk i Europa, av sah
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
136
TEKNISK TIDSKRIFT v
Dekorering av gjuten plast. Allt flera plastprodukter
dekoreras på något sätt antingen vid eller efter gjutningen.
Den äldsta metoden är att gjuta två olikfärgade och blott
delvis blandade material tillsammans. På detta sätt får
man en marmorerad produkt. Senare har metoden
utvecklats, så att den kan ge en ådring liknande träs. Genom att
välja lämpliga färger lär man kunna framställa ytor, som
är nära lika mahogny, lönn, valnöt eller andra träslag.
Genom att formspruta i två steg, varvid den i det första
erhållna produkten används som inlägg i det andra, kan
man göra föremål i två färger. Denna metod har använts
för tangenter till skriv- och räknemaskiner. Man kan göra
ingjutna tryckta dekorationer genom att i formen lägga in
en hinna, på vilken mönstret är tryckt. Detta överförs då
vid gjutningen till plasten och härdas tillsammans med
den. Härigenom blir mönstret en del av föremålet och kan
icke flaga av eller tvättas bort. Metoden har använts på
föremål av melamin- och karbamidplaster. Man kan också
smälta in fotografier eller andra bilder på papper i plast.
Härvid gjuts först ett ämne till föremålet av trämassa och
fenoplast, varefter bilden läggs på med ett ark av
plast-preparerat papper över och under. Vid den slutliga
gjutningen blir dessa genomskinliga.
Man använder handmålning för en del produkter, dels för
sådana av hög kvalitet, dels för dem, som ej kan dekoreras
på annat sätt. En metod mera lämplig för masstillverkning
är sprutning med masker. Dessa är elektroformade och
täcker de delar av föremålet, som ej skall sprutas med
lack. Metoden används mest för genomskinlig akryl- eller
styrenplast, varvid mönstret gjuts in på föremålens
baksida och sprutningen sker på denna. Vanligen görs
dekoreringen i flera färger; olika masker används för dessa,
och man börjar med infärgning av den djupaste delen av
mönstret. Vid tillverkning i stora serier, särskilt av små
föremål, kan mäskning och sprutning utföras i automatiska
maskiner. De kan hantera upp till 3 600 föremål per timme.
Ett stort antal metoder, som är grundade på
offsetprincipen, finns i bruk. En av dem kan användas både för
härdbara och termoplastiska material, och den utnyttjas
även vid dekorering av glas och metall. Invecklade mönster
även i halvtoner kan reproduceras, och ända upp till fyra
färger kan anbringas samtidigt med utmärkt registrering.
Vid en annan metod används en plåt för varje färg, och
denna överförs först från plåten till en roterande
gummimatta och från denna till föremålet. Metoden kan användas
vid dekoration av plana, konkava, konvexa eller
oregelbundet formade ytor.
Offsetprocesserna har mest använts för etikettering av
små medicinflaskor av karbamidplast, polyetylenflaskor
och andra förpackningar av plast. De används emellertid
även för imitation av träs ådring och läderstruktur, varvid
tre beläggningar görs. Först täcks föremålet genom
sprutning med ett speciellt grundskikt. En plan plåt, på vilken
mönstret etsats, infärgas, och färgen överförs från plåten
till en vals och från denna till föremålet. Slutligen
anbringas ett genomskinligt ytskikt. Varje beläggning får
lufttorka eller bakas (Modern Plastics dec. 1950). SHI
Vingspetsarna kommer till nytta. Vingspetsarna i ett
flygplan har hittills använts huvudsakligen för att bära
upp extra bränslebehållare, som kan kastas av när de är
tomma. Vingspetsarna har även använts som ett lämpligt
ställe att transportera radioaktiva isotoper i, på
betryggande avstånd från besättningen (Tekn. T. 1951 s. 293).
Ett par nya användningar har nu tillkommit. I den
senaste versionen, F-89D, fig. 1, av USA-flygvapnets
nattjaktplan Northrop "Scorpion" (Tekn. T. 1948 s. 847) har
i vingspetsarna monterats strömlinjeformade höljen,
innehållande raketer. Dessa avfyras automatiskt av ett
centralinstrument när flygplanet är rätt inriktat.
På det stora transportplanet Douglas C-124A
"Globemaster II" (Tekn. T. 1950 s. 146) har i vardera vingspetsen
monterats en värmeapparat för avisning. Ytterligare två
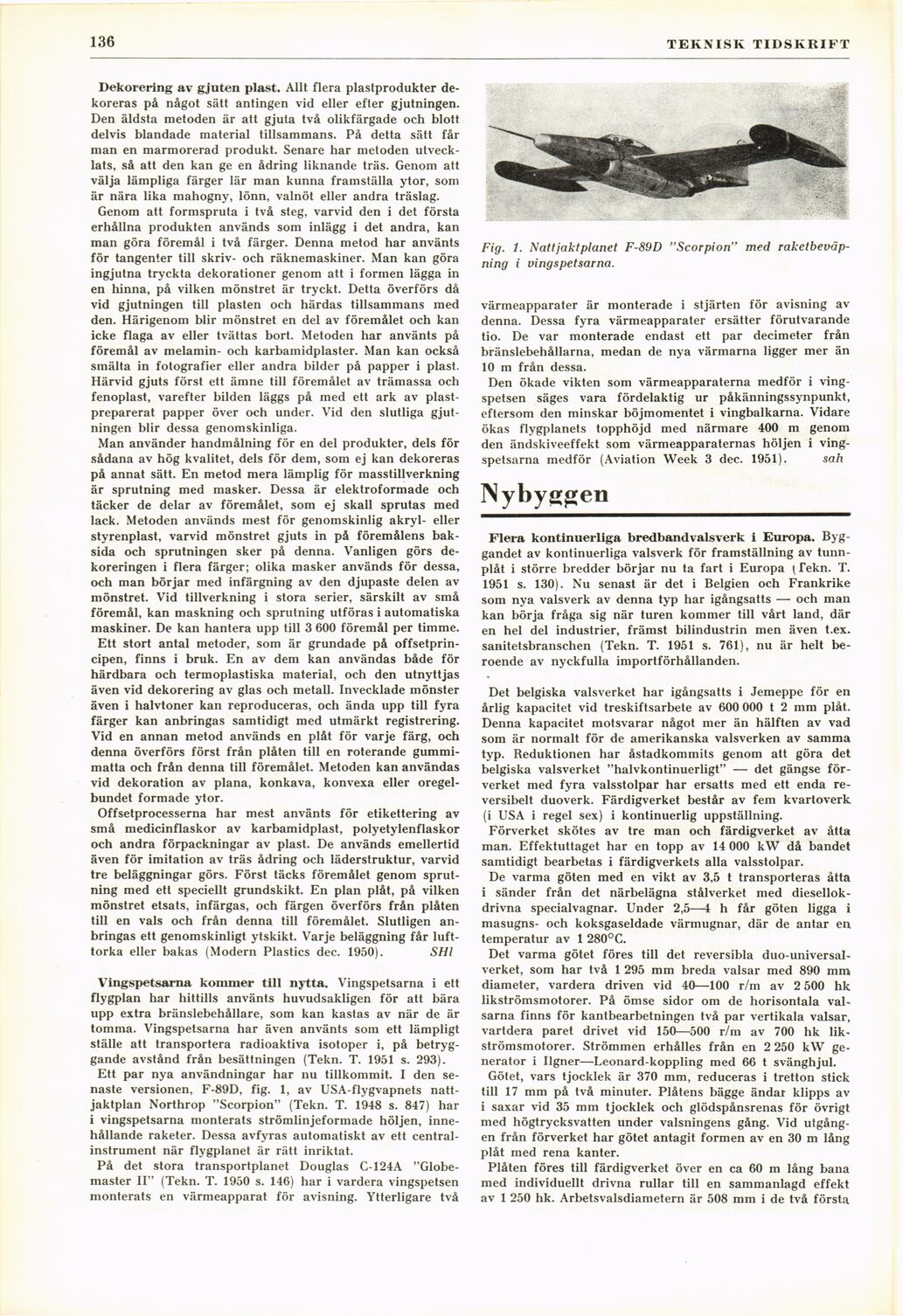
Fig. 1. Nattjaktplanet F-89D "Scorpion" med
raketbeväp-ning i vingspetsarna.
värmeapparater är monterade i stjärten för avisning av
denna. Dessa fyra värmeapparater ersätter förutvarande
tio. De var monterade endast ett par decimeter från
bränslebehållarna, medan de nya värmarna ligger mer än
10 m från dessa.
Den ökade vikten som värmeapparaterna medför i
vingspetsen säges vara fördelaktig ur påkänningssynpunkt,
eftersom den minskar böjmomentet i vingbalkarna. Vidare
ökas flygplanets topphöjd med närmare 400 m genom
den ändskiveeffekt som värmeapparaternas höljen i
vingspetsarna medför (Aviation Week 3 dec. 1951). sah
Nybyggen
Flera kontinuerliga bredbandvalsverk i Europa.
Byggandet av kontinuerliga valsverk för framställning av
tunnplåt i större bredder börjar nu ta fart i Europa ^ Tekn. T.
1951 s. 130). Nu senast är det i Belgien och Frankrike
som nya valsverk av denna typ har igångsatts — och man
kan börja fråga sig när turen kommer till vårt land, där
en hel del industrier, främst bilindustrin men även t.ex.
sanitetsbranschen (Tekn. T. 1951 s. 761), nu är helt
beroende av nyckfulla importförhållanden.
Det belgiska valsverket har igångsatts i Jemeppe för en
årlig kapacitet vid treskiftsarbete av 600 000 t 2 mm plåt.
Denna kapacitet motsvarar något mer än hälften av vad
som är normalt för de amerikanska valsverken av samma
typ. Beduktionen har åstadkommits genom att göra det
belgiska valsverket "halvkontinuerligt" — det gängse
förverket med fyra valsstolpar har ersatts med ett enda
re-versibelt duoverk. Färdigverket består av fem kvartoverk
(i USA i regel sex) i kontinuerlig uppställning.
Förverket skötes av tre man och färdigverket av åtta
man. Effektuttaget har en topp av 14 000 kW då bandet
samtidigt bearbetas i färdigverkets alla valsstolpar.
De varma göten med en vikt av 3,5 t transporteras åtta
i sänder från det närbelägna stålverket med
diesellok-drivna specialvagnar. Under 2,5—4 h får göten ligga i
masugns- och koksgaseldade värmugnar, där de antar en
temperatur av 1 280°C.
Det varma götet föres till det reversibla
duo-universalverket, som har två 1 295 mm breda valsar med 890 mm
diameter, vardera driven vid 40—100 r/m av 2 500 hk
likströmsmotorer. På ömse sidor om de horisontala
valsarna finns för kantbearbetningen två par vertikala valsar,
vartdera paret drivet vid 150—500 r/m av 700 hk
likströmsmotorer. Strömmen erhålles från en 2 250 kW
generator i Ilgner—Leonard-koppling med 66 t svänghjul.
Götet, vars tjocklek är 370 mm, reduceras i tretton stick
till 17 mm på två minuter. Plåtens bägge ändar klipps av
i saxar vid 35 mm tjocklek och glödspånsrenas för övrigt
med högtrycksvatten under valsningens gång. Vid
utgången från förverket har götet antagit formen av en 30 m lång
plåt med rena kanter.
Plåten föres till färdigverket över en ca 60 m lång bana
med individuellt drivna rullar till en sammanlagd effekt
av 1 250 hk. Arbetsvalsdiametern är 508 mm i de två första
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}