
Full resolution (JPEG) - On this page / på denna sida - H. 11. 18 mars 1952 - Andras erfarenheter - Kiselkarbid ersätter legeringar, av SHl - Dragpressning av rektanguljära föremål, av VK

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
260
TEKNISK TIDSKRIFT v
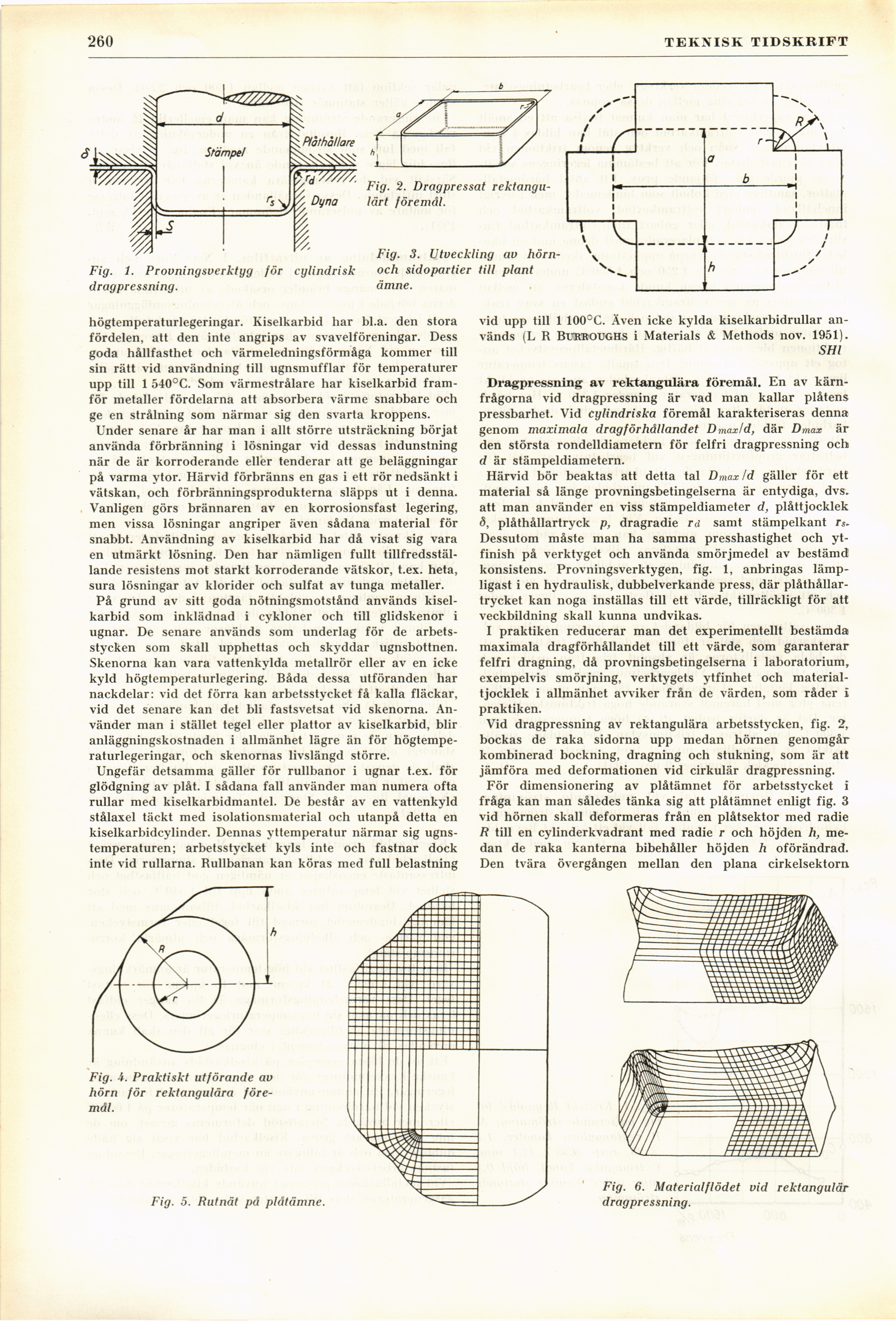
Fig. 1. Provningsverktyg för cylindrisk
dragpressning.
Fig. 2. Dragpressat
rektangulärt föremål.
Fig. 3. Utveckling av
hörn-och sidopartier till plant
ämne.
högtemperaturlegeringar. Kiselkarbid har bl.a. den stora
fördelen, att den inte angrips av svavelföreningar. Dess
goda hållfasthet och värmeledningsförmåga kommer till
sin rätt vid användning till ugnsmufflar för temperaturer
upp till 1 540°C. Som värmestrålare har kiselkarbid
framför metaller fördelarna att absorbera värme snabbare och
ge en strålning som närmar sig den svarta kroppens.
Under senare år har man i allt större utsträckning börjat
använda förbränning i lösningar vid dessas indunstning
när de är korroderande eller tenderar att ge beläggningar
på varma ytor. Härvid förbränns en gas i ett rör nedsänkt i
vätskan, och förbränningsprodukterna släpps ut i denna.
Vanligen görs brännaren av en korrosionsfast legering,
men vissa lösningar angriper även sådana material för
snabbt. Användning av kiselkarbid har då visat sig vara
en utmärkt lösning. Den har nämligen fullt
tillfredsställande resistens mot starkt korroderande vätskor, t.ex. heta,
sura lösningar av klorider och sulfat av tunga metaller.
På grund av sitt goda nötningsmotstånd används
kiselkarbid som inklädnad i cykloner och till glidskenor i
ugnar. De senare används som underlag för de
arbetsstycken som skall upphettas och skyddar ugnsbottnen.
Skenorna kan vara vattenkylda metallrör eller av en icke
kyld högtemperaturlegering. Båda dessa utföranden har
nackdelar: vid det förra kan arbetsstycket få kalla fläckar,
vid det senare kan det bli fastsvetsat vid skenorna.
Använder man i stället tegel eller plattor av kiselkarbid, blir
anläggningskostnaden i allmänhet lägre än för
högtemperaturlegeringar, och skenornas livslängd större.
Ungefär detsamma gäller för rullbanor i ugnar t.ex. för
glödgning av plåt. I sådana fall använder man numera ofta
rullar med kiselkarbidmantel. De består av en vattenkyld
stålaxel täckt med isolationsmaterial och utanpå detta en
kiselkarbidcylinder. Dennas yttemperatur närmar sig
ugnstemperaturen; arbetsstycket kyls inte och fastnar dock
inte vid rullarna. Bullbanan kan köras med full belastning
Fig. 4. Praktiskt utförande av
hörn för rektangulära
föremål.
vid upp till 1 100°C. Även icke kylda kiselkarbidrullar
används (L B BURROUGHS i Materials & Methods nov. 1951).
SHI
Dragpressning av rektangulära föremål. En av
kärnfrågorna vid dragpressning är vad man kallar plåtens
pressbarhet. Vid cylindriska föremål karakteriseras denna
genom maximala drag för hållandet Dmax/d, där Dmax är
den största rondelldiametern för felfri dragpressning och
d är stämpeldiametern.
Härvid bör beaktas att detta tal Dmax/d gäller för ett
material så länge provningsbetingelserna är entydiga, dvs.
att man använder en viss stämpeldiameter d, plåttjocklek
à, plåthållartryck p, dragradie ra samt stämpelkant rs.
Dessutom måste man ha samma presshastighet och
yt-finish på verktyget och använda smörjmedel av bestämd
konsistens. Provningsverktygen, fig. 1, anbringas
lämpligast i en hydraulisk, dubbelverkande press, där
plåthållar-trycket kan noga inställas till ett värde, tillräckligt för att
veckbildning skall kunna undvikas.
I praktiken reducerar man det experimentellt bestämda
maximala dragförhållandet till ett värde, som garanterar
felfri dragning, då provningsbetingelserna i laboratorium,
exempelvis smörjning, verktygets ytfinhet och
materialtjocklek i allmänhet avviker från de värden, som råder i
praktiken.
Vid dragpressning av rektangulära arbetsstycken, fig. 2,
bockas de raka sidorna upp medan hörnen genomgår
kombinerad bockning, dragning och stukning, som är att
jämföra med deformationen vid cirkulär dragpressning.
För dimensionering av plåtämnet för arbetsstycket i
fråga kan man således tänka sig att plåtämnet enligt fig. 3
vid hörnen skall deformeras från en plåtsektor med radie
R till en cylinderkvadrant med radie r och höjden h,
medan de raka kanterna bibehåller höjden h oförändrad.
Den tvära övergången mellan den plana cirkelsektorn
Fig. 5. Rutnät på plåtämne.
Fig. 6. Materialflödet vid rektangulär
dragpressning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}