
Full resolution (JPEG) - On this page / på denna sida - H. 29. 19 augusti 1952 - Andras erfarenheter - Periodiciteten hos grundämnenas mekaniska egenskaper, av J Murkes - Stål för ythärdning, av SHl

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
670
TEKNISK TIDSKRIFT
80 90
Atomnummer
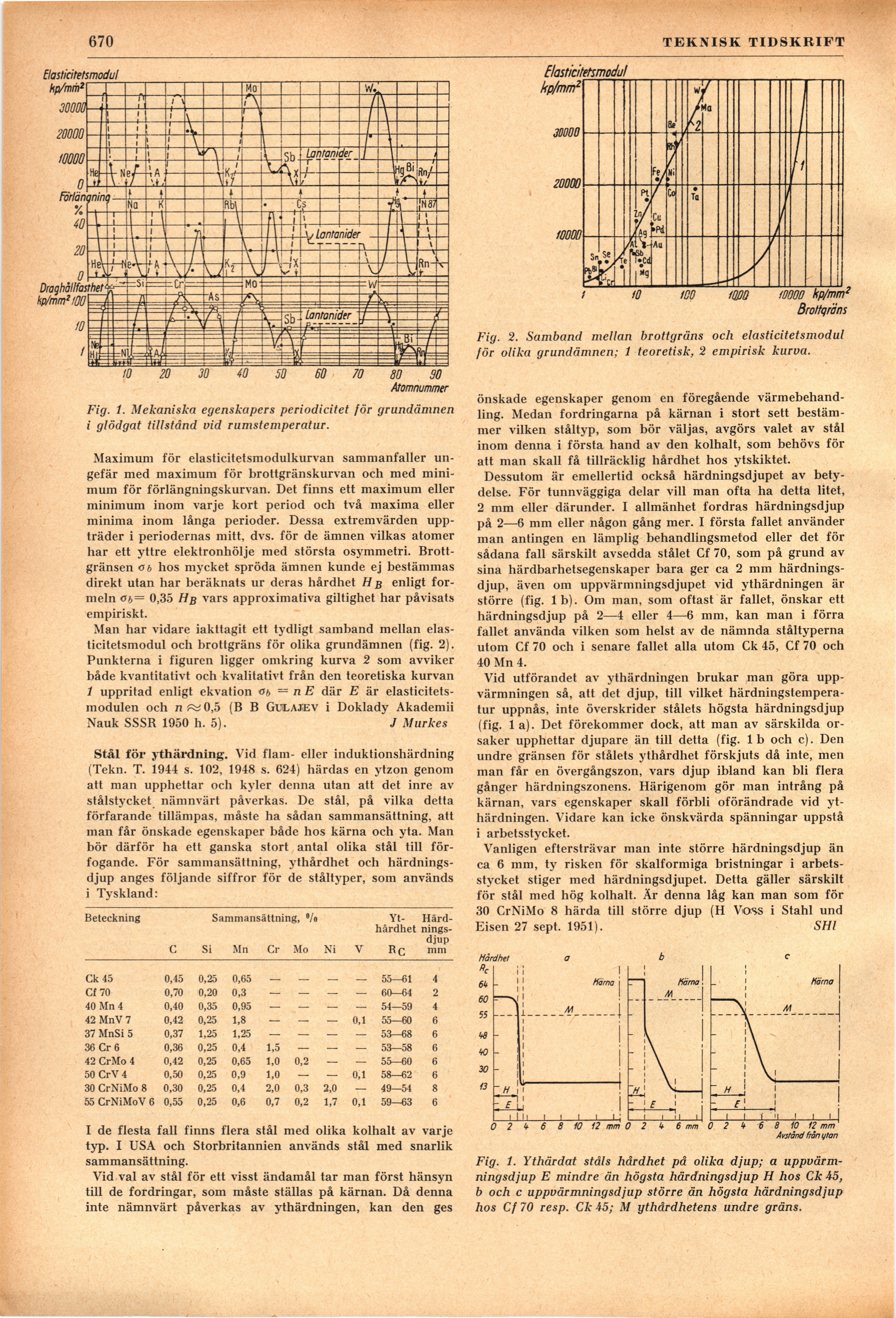
Fig. 1. Mekaniska egenskapers periodicitet för grundämnen
i glödgat tillstånd vid rumstemperatur.
Maximum för elasticitetsmodulkurvan sammanfaller
ungefär med maximum för brottgränskurvan och med
minimum för förlängningskurvan. Det finns ett maximum eller
minimum inom varje kort period och två maxima eller
minima inom långa perioder. Dessa extremvärden
uppträder i periodernas mitt, dvs. för de ämnen vilkas atomer
har ett yttre elektronhölje med största osjrmmetri.
Brott-gränsen o b hos mycket spröda ämnen kunde ej bestämmas
direkt utan har beräknats ur deras hårdhet H ß enligt
formeln o&= 0,35 Hß vars approximativa giltighet har påvisats
empiriskt.
Man har vidare iakttagit ett tydligt samband mellan
elasticitetsmodul och brottgräns för olika grundämnen (fig. 2).
Punkterna i figuren ligger omkring kurva 2 som avviker
både kvantitativt och kvalitativt från den teoretiska kurvan
/ uppritad enligt ekvation <Jb — n E där E är
elasticitetsmodulen och næ 0,5 (B B GULAJEV i Doklady Akademii
Nauk SSSR 1950 h. 5). J Murkes
Stål för ythärdning. Vid flarn- eller induktionshärdning
(Tekn. T. 1944 s. 102, 1948 s. 624) härdas en ytzon genom
att man upphettar och kyler denna utan att det inre av
stålstycket nämnvärt påverkas. De stål, på vilka detta
förfarande tillämpas, måste ha sådan sammansättning, att
man får önskade egenskaper både hos kärna och yta. Man
bör därför ha ett ganska stort antal olika stål till
förfogande. För sammansättning, ythårdhet och
härdnings-djup anges följande siffror för de ståltyper, som används
i Tyskland:
Beteckning
Sammansättning, •/o
Yt-
Härdhårdhet nings-djup
C Si Mn Cr Mo Ni V Rc mm
Ck 45 0,45 0,25 0,65 55—61 4
Cf 70 0,70 0,20 0,3 — — — — 60—64 2
40 Mn 4 0,40 0,35 0,95 — — — — 54—59 4
42 MnV 7 0,42 0,25 1,8 — — — 0,1 55—60 6
37 MnSi 5 0,37 1,25 1,25 — — — — 53—68 6
36 Cr 6 0,36 0,25 0,4 1,5 — — — 53—58 6
42 CrMo 4 0,42 0,25 0,65 1,0 0,2 — — 55—60 6
50 CrV 4 0,50 0,25 0,9 1,0 — — 0,1 58—62 6
30 CrNiMo 8 0,30 0,25 0,4 2,0 0,3 2,0 — 49—54 8
55 CrNiMo V 6 0,55 0,25 0,6 0,7 0,2 1,7 0,1 59—63 6
I de flesta fall finns flera stål med olika kolhalt av varje
typ. I USA och Storbritannien används stål med snarlik
sammansättning.
Vid val av stål för ett visst ändamål tar man först hänsyn
till de fordringar, som måste ställas på kärnan. Då denna
inte nämnvärt påverkas av ythärdningen, kan den ges
Fig. 2. Samband mellan brottgräns och elasticitetsmodul
för olika grundämnen; 1 teoretisk, 2 empirisk kurva.
önskade egenskaper genom en föregående
värmebehandling. Medan fordringarna på kärnan i stort sett
bestämmer vilken ståltyp, som bör väljas, avgörs valet av stål
inom denna i första hand av den kolhalt, som behövs för
att man skall få tillräcklig hårdhet hos ytskiktet.
Dessutom är emellertid också härdningsdjupet av
betydelse. För tunnväggiga delar vill man ofta ha detta litet,
2 mm eller därunder. I allmänhet fordras härdningsdjup
på 2—6 mm eller någon gång mer. I första fallet använder
man antingen en lämplig behandlingsmetod eller det för
sådana fall särskilt avsedda stålet Cf 70, som på grund av
sina härdbarhetsegenskaper bara ger ca 2 mm
härdningsdjup, även om uppvärmningsdjupet vid ythärdningen är
större (fig. Ib). Om man, som oftast är fallet, önskar ett
härdningsdjup på 2—4 eller 4—6 mm, kan man i förra
fallet använda vilken som helst av de nämnda ståltyperna
utom Cf 70 och i senare fallet alla utom Ck 45, Cf 70 och
40 Mn 4.
Vid utförandet av ythärdningen brukar man göra
uppvärmningen så, att det djup, till vilket
härdningstempera-tur uppnås, inte överskrider stålets högsta härdningsdjup
(fig. 1 a). Det förekommer dock, att man av särskilda
orsaker upphettar djupare än till detta (fig. Ib och c). Den
undre gränsen för stålets ythårdhet förskjuts då inte, men
man får en övergångszon, vars djup ibland kan bli flera
gånger härdningszonens. Härigenom gör man intrång på
kärnan, vars egenskaper skall förbli oförändrade vid
ythärdningen. Vidare kan icke önskvärda spänningar uppstå
i arbetsstycket.
Vanligen eftersträvar man inte större härdningsdjup än
ca 6 mm, ty risken för skalformiga bristningar i
arbetsstycket stiger med härdningsdjupet. Detta gäller särskilt
för stål med hög kolhalt. Är denna låg kan man som för
30 CrNiMo 8 härda till större djup (H Voss i Ståhl und
Eisen 27 sept. 1951). SHI
Fig. 1. Ythärdat ståls hårdhet på olika djup; a
uppvärmningsdjup E mindre än högsta härdningsdjup H hos Ck 45,
b och c uppvärmningsdjup större än högsta härdningsdjup
hos Cf 70 resp. Ck 45; M ythårdhetens undre gräns.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}