
Full resolution (JPEG) - On this page / på denna sida - H. 11. 17 mars 1953 - Nya metoder - Styvhetsmätare för papper, av SHl - Radiografi av heta arbetsstycken, av SHl - Blekning av slipmassa, av SHl - Smidning av gasturbinskovlar, av Wll - Hårdgöring av metaller med volframkarbid, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
222
TEKNISK TIDSKRIFT
styvhet vid böjningsvinklar som motsvarar förhållandena
vid dess praktiska användning (National Bureau of
Standards Technical News Bulletin dec. 1952). SHl
Radiografi av heta arbetsstycken. Vid radiografisk
provning av svetsar måste man vänta tills arbetsstycket
svalnat ihnan provning kan ske därför att filmen inte tål
temperaturer över 40°C. Efter provningen fordras
ytterligare många timmars förvärmning innan svetsning ånyo
kan ske. Förfarandet är alltså mycket tidsödande, och man
har därför utarbetat en teknik enligt vilken heta
arbetsstycken kan provas. Det uppges att man på detta sätt med
ca 55 °/o kan minska den totala tiden vid provning av
svetsfogar i ångrör för hög temperatur.
Man använder en vattenkyld mantel som placeras mellan
svetsen och filmen. Denna är inlagd i en böjlig kassett som
passar mellan kragar på mantelns yttersida. En källa för
y-strålning placeras i rörets centrum (Engineers’ Digest
dec. 1952). SHl
Blekning av slipmassa. En amerikansk firma lär med
framgång ha provat en metod för kall blekning av
slipmassa under dennas transport. Den till 35 °/o
torrsubstans-halt avvattnade massan försätts omedelbart före inlastning
i järnvägsvagn med 570 1/1 av en blekvätska innehållande
1,3 % vätesuperoxid (50 "/o) och 4,5 %> natriumsilikatlösning
(500 g/1). Även vid korta transporter uppges tiden bli
tillräckligt lång för fullständig blekning.
Massans vithet blir 70—72 mot normalt 58—60. Genom
att pappersbruken får tillgång till blekt slipmassa kan de
tillverka papper med god vithet till lägre pris eller göra
papper med bättre vithet utan ökning av priset. De kan
också utnyttja slipmassans fördelar, såsom tryckbarhet,
mjukhet och lågt pris för ändamål till vilka den tidigare
inte kommit i fråga på grund av sin färg (Paper Industry
aug. 1952). SHl
Smidning av gasturbinskovlar. För framställning av
skövlar till gasturbiner har smidning visat sig vara bättre
än spånskärande bearbetning. Vanligen smider man efter
uppvärmning av ämnena i ugn, men detta är förenat med
vissa svårigheter.
I Storbritannien har emellertid utvecklats en metod för
elstukning, med vilken man undviker de flesta
svårigheterna. Ämnet värmes här snabbt och jämnt genom
elströmmen och stukas i varmt tillstånd, fig. 1. Vid tillverkning av
skövlar är stukningen av storleksordningen 20—25 gånger
diametern. Metoden användes både för löpskovlar och
led-skeneskovlar såväl av rostfritt stål och Nimonic-legeringar
som av aluminium- eller berylliumbrons. Även för
magnesiumlegeringar kan metoden användas om än med viss
svårighet.
Maskinen arbetar automatiskt och formar ett ämne på
15 s. Temperaturen vid stukningen är i allmänhet 1 050—
1 150°C, för aluminiumbrons ca 880°C. Som
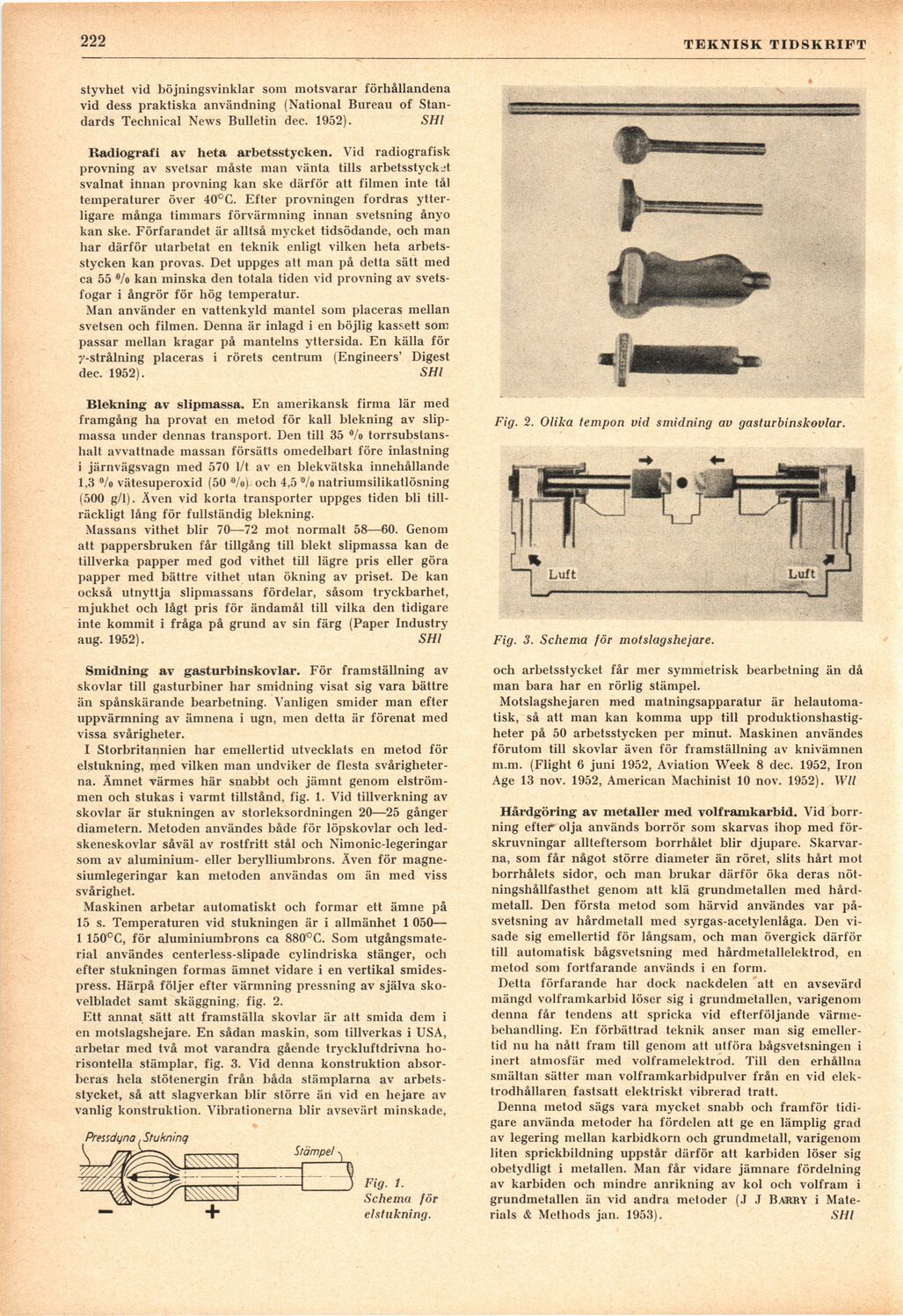
utgångsmaterial användes centerless-slipade cylindriska stänger, ocli
efter stukningen formas ämnet vidare i en vertikal
smides-press. Härpå följer efter värmning pressning av själva
sko-velbladet samt skäggning, fig. 2.
Ett annat sätt att framställa skövlar är att smida dem i
en motslagshejare. En sådan maskin, som tillverkas i USA,
arbetar med två mot varandra gående tryckluftdrivna
horisontella stämplar, fig. 3. Vid denna konstruktion
absorberas hela stötenergin från båda stämplarna av
arbetsstycket, så att slagverkan blir större än vid en hejare av
vanlig konstruktion. Vibrationerna blir avsevärt minskade,
Fig. 2. Olika tempon vid smidning av gasturbinskovlar.
Fig. 1.
Schema för
elstukning.
Fig. 3. Schema för motslagshejare.
och arbetsstycket får mer symmetrisk bearbetning än då
man bara har en rörlig stämpel.
Motslagshejaren med matningsapparatur är
helautomatisk, så att man kan komma upp till
produktionshastig-heter på 50 arbetsstycken per minut. Maskinen användes
förutom till skövlar även för framställning av knivämnen
m.m. (Flight 6 juni 1952, Aviation Week 8 dec. 1952, Iron
Age 13 nov. 1952, American Machinist 10 nov. 1952). Wll
Hårdgöring av metaller med volframkarbid. Vid
borrning efter olja används borrör som skarvas ihop med
för-skruvningar allteftersom borrhålet blir djupare.
Skarvarna, som får något större diameter än röret, slits hårt mot
borrhålets sidor, och man brukar därför öka deras
nötningshållfasthet genom att klä grundmetallen med
hårdmetall. Den första metod som härvid användes var
på-svetsning av hårdmetall med syrgas-acetylenlåga. Den
visade sig emellertid för långsam, och man övergick därför
till automatisk bågsvetsning med hårdmetallelektrod, en
metod som fortfarande används i en form.
Detta förfarande har dock nackdelen att en avsevärd
mängd volframkarbid löser sig i grundmetallen, varigenom
denna får tendens att spricka vid efterföljande
värmebehandling. En förbättrad teknik anser man sig
emellertid nu ha nått fram till genom att utföra bågsvetsningen i
inert atmosfär med volframelektrod. Till den erhållna
smältan sätter man volframkarbidpulver från en vid
elek-trodhållaren fastsatt elektriskt vibrerad tratt.
Denna metod sägs vara mycket snabb och framför
tidigare använda metoder ha fördelen att ge en lämplig grad
av legering mellan karbidkorn och grundmetall, varigenom
liten sprickbildning uppstår därför att karbiden löser sig
obetydligt i metallen. Man får vidare jämnare fördelning
av karbiden och mindre anrikning av kol och volfram i
grundmetallen än vid andra metoder (J J Barry i
Materials & Methods jan. 1953). SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}