
Full resolution (JPEG) - On this page / på denna sida - H. 35. 29 september 1953 - Ytjämnhet och funktion — krav och möjligheter, av Herman Hallendorff
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
712
TEKNISK TIDSKRIFT
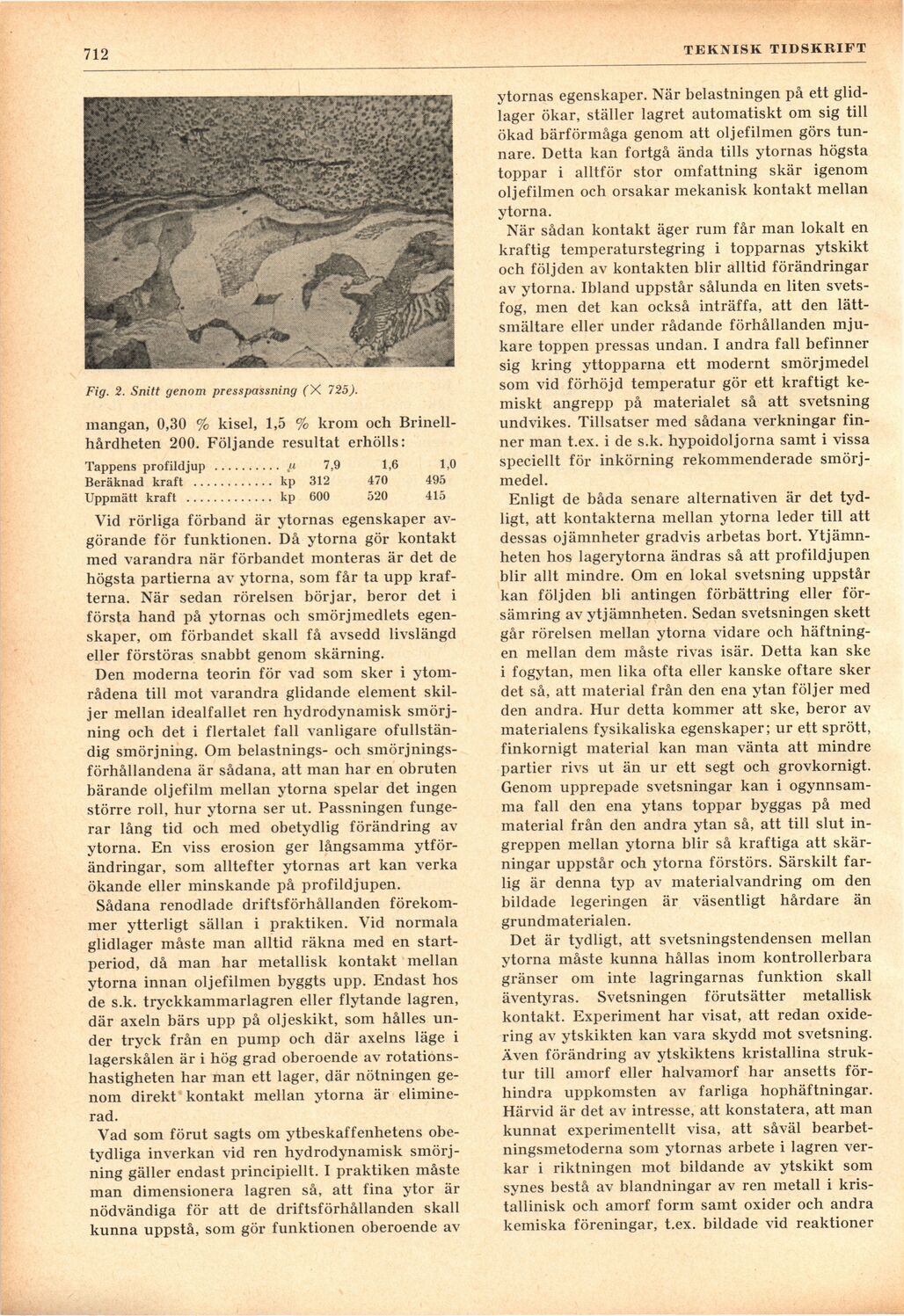
Fig. 2. Snitt genom presspassning (X 725).
mangan, 0,30 % kisel, 1,5 % krom och
Brinellhårdheten 200. Följande resultat erhölls:
Tappens profildjup ..........7,9 1,6 1,0
Beräknad kraft ............ kp 312 470 495
Uppmätt kraft ............. kp 600 520 415
Vid rörliga förband är ytornas egenskaper
avgörande för funktionen. Då ytorna gör kontakt
med varandra när förbandet monteras är det de
högsta partierna av ytorna, som får ta upp
krafterna. När sedan rörelsen börjar, beror det i
första hand på ytornas och smörjmedlets
egenskaper, om förbandet skall få avsedd livslängd
eller förstöras snabbt genom skärning.
Den moderna teorin för vad som sker i
ytoni-rådena till mot varandra glidande element
skiljer mellan idealfallet ren hydrodynamisk
smörjning och det i flertalet fall vanligare
ofullständig smörjning. Om belastnings- och
smörjnings-förhållandena är sådana, att man har en obruten
bärande oljefilm mellan ytorna spelar det ingen
större roll, hur ytorna ser ut. Passningen
fungerar lång tid och med obetydlig förändring av
ytorna. En viss erosion ger långsamma
ytför-ändringar, som alltefter ytornas art kan verka
ökande eller minskande på profildjupen.
Sådana renodlade driftsförhållanden
förekommer ytterligt sällan i praktiken. Vid normala
glidlager måste man alltid räkna med en
start-period, då man har metallisk kontakt mellan
ytorna innan oljefilmen byggts upp. Endast hos
de s.k. tryckkammarlagren eller flytande lagren,
där axeln bärs upp på oljeskikt, som hålles
under tryck från en pump och där axelns läge i
lagerskålen är i hög grad oberoende av
rotationshastigheten har man ett lager, där nötningen
genom direkt kontakt mellan ytorna är
eliminerad.
Vad som förut sagts om ytbeskaffenhetens
obetydliga inverkan vid ren hydrodynamisk
smörjning gäller endast principiellt. I praktiken måste
man dimensionera lagren så, att fina ytor är
nödvändiga för att de driftsförhållanden skall
kunna uppstå, som gör funktionen oberoende av
ytornas egenskaper. När belastningen på ett
glidlager ökar, ställer lagret automatiskt om sig till
ökad bärförmåga genom att oljefilmen görs
tunnare. Detta kan fortgå ända tills ytornas högsta
toppar i alltför stor omfattning skär igenom
oljefilmen och orsakar mekanisk kontakt mellan
ytorna.
När sådan kontakt äger rum får man lokalt en
kraftig temperaturstegring i topparnas ytskikt
och följden av kontakten blir alltid förändringar
av ytorna. Ibland uppstår sålunda en liten
svetsfog, men det kan också inträffa, att den
lättsmältare eller under rådande förhållanden
mjukare toppen pressas undan. I andra fall befinner
sig kring yttopparna ett modernt smörjmedel
som vid förhöjd temperatur gör ett kraftigt
kemiskt angrepp på materialet så att svetsning
undvikes. Tillsatser med sådana verkningar
finner man t.ex. i de s.k. hypoidoljorna samt i vissa
speciellt för inkörning rekommenderade
smörjmedel.
Enligt de båda senare alternativen är det
tydligt, att kontakterna mellan ytorna leder till att
dessas ojämnheter gradvis arbetas bort.
Ytjämnheten hos lagerytorna ändras så att profildjupen
blir allt mindre. Om en lokal svetsning uppstår
kan följden bli antingen förbättring eller
försämring av ytjämnheten. Sedan svetsningen skett
går rörelsen mellan ytorna vidare och
häftningen mellan dem måste rivas isär. Detta kan ske
i fogytan, men lika ofta eller kanske oftare sker
det så, att material från den ena ytan följer med
den andra. Hur detta kommer att ske, beror av
materialens fysikaliska egenskaper; ur ett sprött,
finkornigt material kan man vänta att mindre
partier rivs ut än ur ett segt och grovkornigt.
Genom upprepade svetsningar kan i
ogynnsamma fall den ena ytans toppar byggas på med
material från den andra ytan så, att till slut
ingreppen mellan ytorna blir så kraftiga att
skärningar uppstår och ytorna förstörs. Särskilt
farlig är denna typ av materialvandring om den
bildade legeringen är väsentligt hårdare än
grundmaterialen.
Det är tydligt, att svetsningstendensen mellan
ytorna måste kunna hållas inom kontrollerbara
gränser om inte lagringarnas funktion skall
äventyras. Svetsningen förutsätter metallisk
kontakt. Experiment har visat, att redan
oxidering av ytskikten kan vara skydd mot svetsning.
Även förändring av ytskiktens kristallina
struktur till amorf eller halvamorf har ansetts
förhindra uppkomsten av farliga hophäftningar.
Härvid är det av intresse, att konstatera, att man
kunnat experimentellt visa, att såväl
bearbetningsmetoderna som ytornas arbete i lagren
verkar i riktningen mot bildande av ytskikt som
synes bestå av blandningar av ren metall i
kristallinisk och amorf form samt oxider och andra
kemiska föreningar, t.ex. bildade vid reaktioner
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}