
Full resolution (JPEG) - On this page / på denna sida - H. 35. 29 september 1953 - Ytjämnhet och funktion — krav och möjligheter, av Herman Hallendorff

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
714
TEKNISK TIDSKRIFT
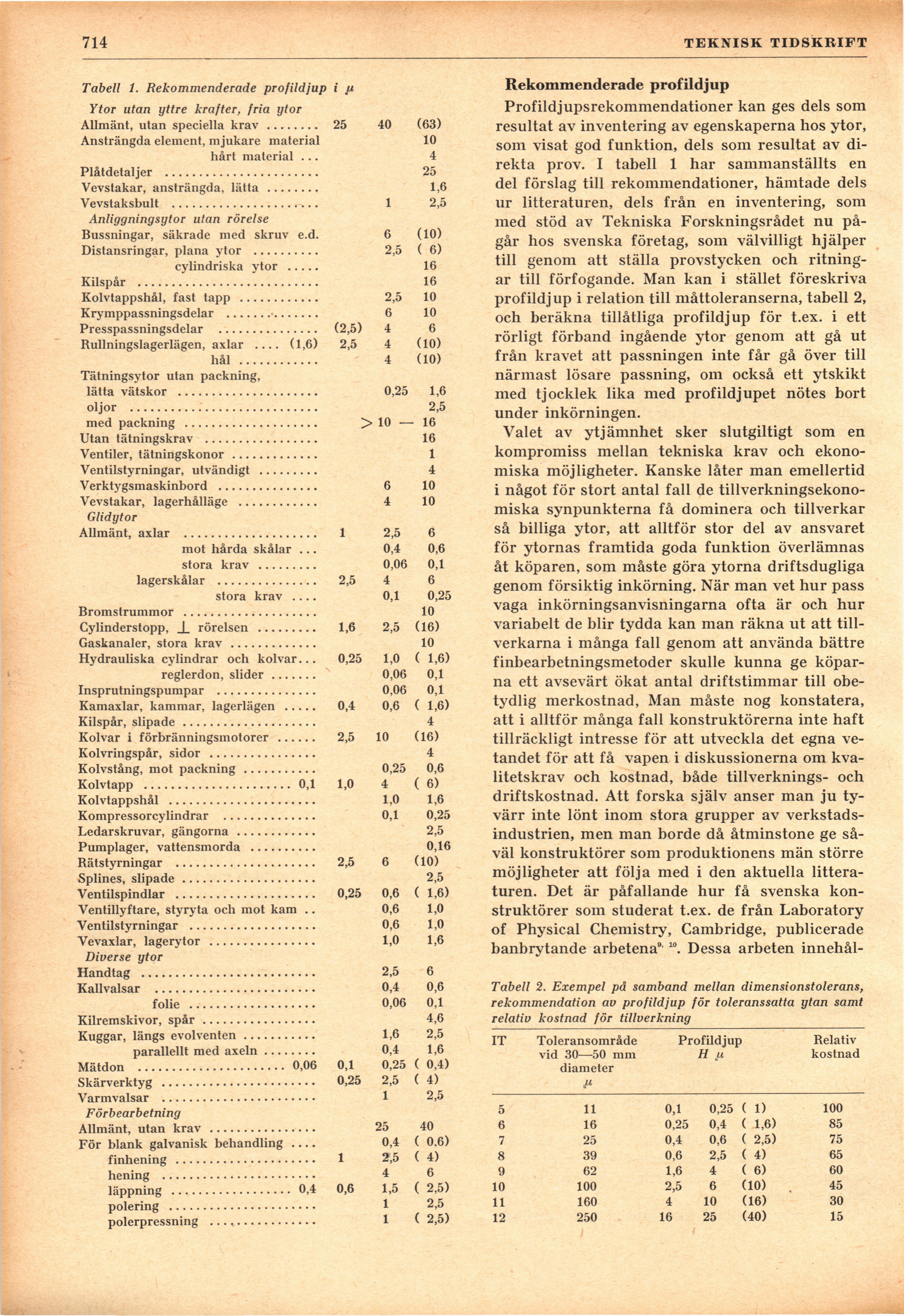
Tabell 1. Rekommenderade profildjup i ja
Ytor utan yttre krafter, fria ytor
Allmänt, utan speciella krav ................25 40 (63)
Ansträngda element, mjukare material 10
hårt material ... 4
Plåtdetaljer ..............................................25
Vevstakar, ansträngda, lätta ................1,6
Vevstaksbult ............................................1 2,5
Anliggningsytor utan rörelse
Bussningar, säkrade med skruv e.d. 6 (10)
Distansringar, plana ytor ....................2,5 ( 6)
cylindriska ytor ..........16
Kilspår ......................................................16
Kolvtappshål, fast tapp ........................2,5 10
Krymppassningsdelar .......•..............6 10
Presspassningsdelar ..............................(2,5) 4 6
Bullningslagerlägen, axlar ____ (1,6) 2,5 4 (10)
hål ........................4 (10)
Tätningsytor utan packning,
lätta vätskor ..........................................0,25 1,6
oljor ........................................................2,5
med packning ........................................>10 — 16
Utan tätningskrav ..................................16
Ventiler, tätningskonor..........................1
Ventilstyrningar, utvändigt ..................4
Verktygsmaskinbord ..............................6 10
Vevstakar, lagerhålläge ........................4 10
Glidytor
Allmänt, axlar ........................................1 2,5 6
mot hårda skålar ... 0,4 0,6
stora krav ..................0,06 0,1
lagerskålar ..............................2,5 4 6
stora krav ________0,1 0,25
Bromstrummor ........................................10
Cylinderstopp, _L rörelsen ..................1,6 2,5 (16)
Gaskanaler, stora krav ..........................10
Hydrauliska cylindrar och kolvar... 0,25 1,0 ( 1,6)
reglerdon, slider..............0,06 0,1
Insprutningspumpar ..............................0,06 0,1
Kamaxlar, kammar, lagerlägen ..........0,4 0,6 ( 1,6)
Kilspår, slipade ........................................4
Kolvar i förbränningsmotorer ............2,5 10 (16)
Kolvringspår, sidor ................................4
Kolvstång, mot packning......................0,25 0,6
Kolvtapp ...................... 0,1 1,0 4 (6)
Kolvtappshål ............................................1,0 1,6
Kompressorcylindrar ............................0,1 0,25
Ledarskruvar, gängorna........................2,5
Pumplager, vattensmorda ....................0,16
Bätstyrningar ..........................................2,5 6 (10)
Splines, slipade ........................................2,5
Ventilspindlar ..........................................0,25 0,6 ( 1,6)
Ventillyftare, styryta och mot kam .. 0,6 1,0
Ventilstyrningar ......................................0,6 1,0
Vevaxlar, lagerytor ................................1,0 1,6
Diverse ytor
Handtag ....................................................2,5 6
Kallvalsar ................................................0,4 0,6
folie ....................................0,06 0,1
Kilremskivor, spår..................................4,6
Kuggar, längs evolventen......................1,6 2,5
parallellt med axeln................0,4 1,6
Mätdon ...................... 0,06 0,1 0,25 ( 0,4)
Skärverktyg ..............................................0,25 2,5 ( 4)
Varmvalsar ..............................................1 2,5
Förbearbetning
Allmänt, utan krav ................................25 40
För blank galvanisk behandling––––0,4 ( 0.6)
finhening ..........................................1 2,5 (4)
hening ..............................................4 6
läppning .................. 0,4 0,6 1,5 ( 2,5)
polering ............................................1 2,5
polerpressning ................................1 ( 2,5)
Rekommenderade profildjup
Profildjupsrekommendationer kan ges dels som
resultat av inventering av egenskaperna hos ytor,
som visat god funktion, dels som resultat av
direkta prov. I tabell 1 har sammanställts en
del förslag till rekommendationer, hämtade dels
ur litteraturen, dels från en inventering, som
med stöd av Tekniska Forskningsrådet nu
pågår hos svenska företag, som välvilligt hjälper
till genom att ställa provstycken och
ritningar till förfogande. Man kan i stället föreskriva
profildjup i relation till måttoleranserna, tabell 2,
och beräkna tillåtliga profildjup för t.ex. i ett
rörligt förband ingående ytor genom att gå ut
från kravet att passningen inte får gå över till
närmast lösare passning, om också ett ytskikt
med tjocklek lika med profildjupet nötes bort
under inkörningen.
Valet av ytjämnhet sker slutgiltigt som en
kompromiss mellan tekniska krav och
ekonomiska möjligheter. Kanske låter man emellertid
i något för stort antal fall de
tillverkningsekonomiska synpunkterna få dominera och tillverkar
så billiga ytor, att alltför stor del av ansvaret
för ytornas framtida goda funktion överlämnas
åt köparen, som måste göra ytorna driftsdugliga
genom försiktig inkörning. När man vet hur pass
vaga inkörningsanvisningarna ofta är och hur
variabelt de blir tydda kan man räkna ut att
tillverkarna i många fall genom att använda bättre
finbearbetningsmetoder skulle kunna ge
köparna ett avsevärt ökat antal driftstimmar till
obetydlig merkostnad, Man måste nog konstatera,
att i alltför många fall konstruktörerna inte haft
tillräckligt intresse för att utveckla det egna
vetandet för att få vapen i diskussionerna om
kvalitetskrav och kostnad, både tillverknings- och
driftskostnad. Att forska själv anser man ju
tyvärr inte lönt inom stora grupper av
verkstadsindustrien, men man borde då åtminstone ge
såväl konstruktörer som produktionens män större
möjligheter att följa med i den aktuella
litteraturen. Det är påfallande hur få svenska
konstruktörer som studerat t.ex. de från Laboratory
of Physical Chemistry, Cambridge, publicerade
banbrytande arbetena9 10. Dessa arbeten innehål-
Tabell 2. Exempel på samband mellan dimensionstolerans,
rekommendation av profildjup för toleranssatta ytan samt
relativ kostnad för tillverkning
IT Toleransområde Profildjup Belativ
vid 30—50 mm H u kostnad
diameter
V
5 11 0,1 0,25 ( 1) 100
6 16 0,25 0,4 ( 1,6) 85
7 25 0,4 0,6 ( 2,5) 75
8 39 0,6 2,5 ( 4) 65
9 62 1,6 4 ( 6) 60
10 100 2,5 6 (10) 45
11 160 4 10 (16) 30
12 250 16 25 (40) 15
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}