
Full resolution (JPEG) - On this page / på denna sida - H. 38. 20 oktober 1953 - Lättmetall inom flygindustrin, av Ivar Weibull
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
784
TEKNISK TIDSKRIFT
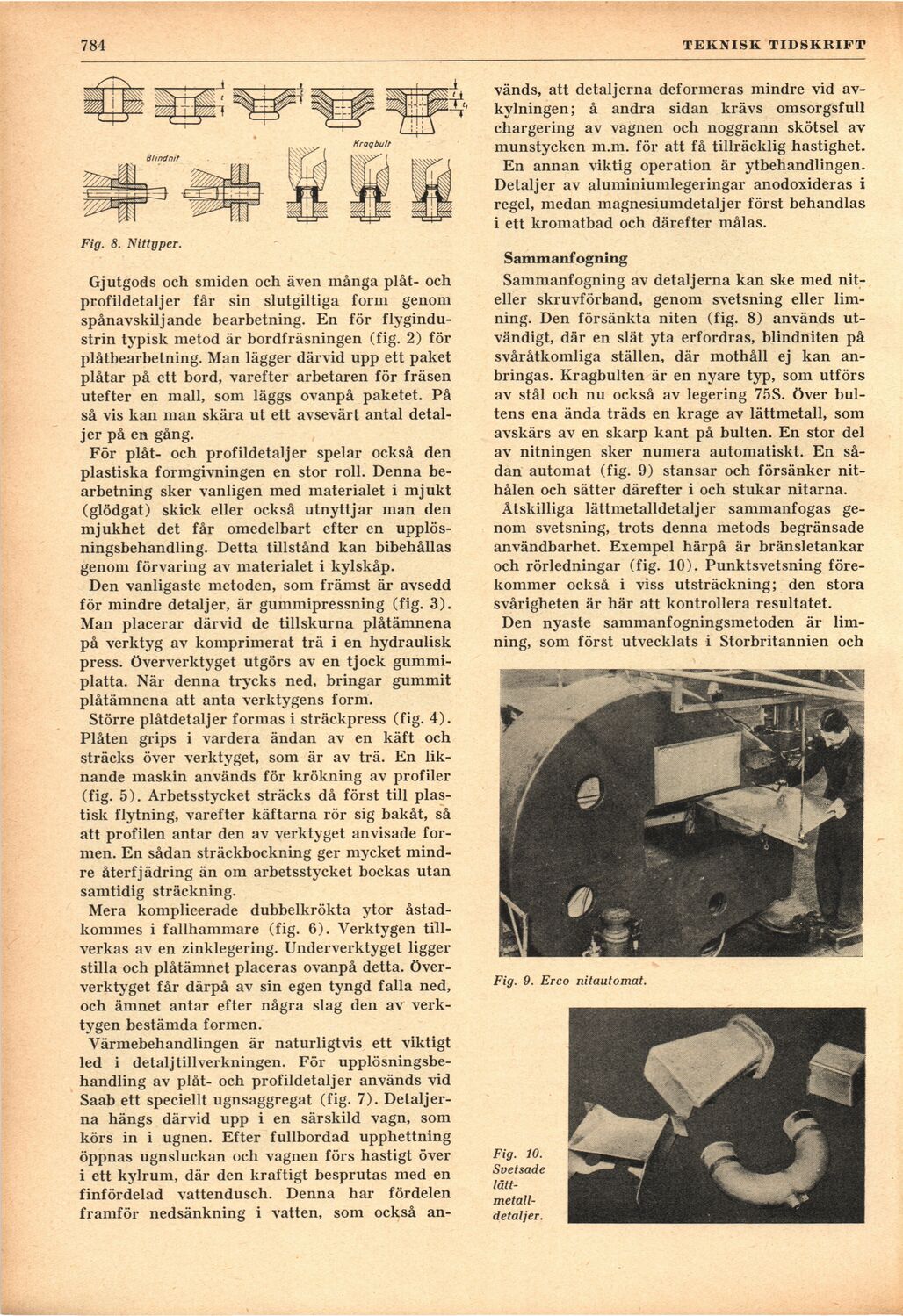
Fig. 8. Nittyper.
Gjutgods och smiden och även många plåt- och
profildetaljer får sin slutgiltiga form genom
spånavskiljande bearbetning. En för
flygindustrin typisk metod är bordfräsningen (fig. 2) för
plåtbearbetning. Man lägger därvid upp ett paket
plåtar på ett bord, varefter arbetaren för fräsen
utefter en mall, som läggs ovanpå paketet. På
så vis kan man skära ut ett avsevärt antal
detaljer på en gång.
För plåt- och profildetaljer spelar också den
plastiska formgivningen en stor roll. Denna
bearbetning sker vanligen med materialet i mjukt
(glödgat) skick eller också utnyttjar man den
mjukhet det får omedelbart efter en
upplösningsbehandling. Detta tillstånd kan bibehållas
genom förvaring av materialet i kylskåp.
Den vanligaste metoden, som främst är avsedd
för mindre detaljer, är gummipressning (fig. .3).
Man placerar därvid de tillskurna plåtämnena
på verktyg av komprimerat trä i en hydraulisk
press, öververktyget utgörs av en tjock
gummi-platta. När denna trycks ned, bringar gummit
plåtämnena att anta verktygens form.
Större plåtdetaljer formas i sträckpress (fig. 4).
Plåten grips i vardera ändan av en käft och
sträcks över verktyget, som är av trä. En
liknande maskin används för krökning av profiler
(fig. 5). Arbetsstycket sträcks då först till
plastisk flytning, varefter käftarna rör sig bakåt, så
att profilen antar den av verktyget anvisade
formen. En sådan sträckbockning ger mycket
mindre återfj ådring än om arbetsstycket bockas utan
samtidig sträckning.
Mera komplicerade dubbelkrökta ytor
åstadkommes i fallhammare (fig. 6). Verktygen
tillverkas av en zinklegering. Underverktyget ligger
stilla och plåtämnet placeras ovanpå detta,
öververktyget får därpå av sin egen tyngd falla ned,
och ämnet antar efter några slag den av
verktygen bestämda formen.
Värmebehandlingen är naturligtvis ett viktigt
led i detalj tillverkningen. För
upplösningsbehandling av plåt- och profildetaljer används vid
Saab ett speciellt ugnsaggregat (fig. 7).
Detaljerna hängs därvid upp i en särskild vagn, som
körs in i ugnen. Efter fullbordad upphettning
öppnas ugnsluckan och vagnen förs hastigt över
i ett kylrum, där den kraftigt besprutas med en
finfördelad vattendusch. Denna har fördelen
framför nedsänkning i vatten, som också an-
vänds, att detaljerna deformeras mindre vid
avkylningen; å andra sidan krävs omsorgsfull
chargering av vagnen och noggrann skötsel av
munstycken m.m. för att få tillräcklig hastighet.
En annan viktig operation är ytbehandlingen.
Detaljer av aluminiumlegeringar anodoxideras i
regel, medan magnesiumdetaljer först behandlas
i ett kromatbad och därefter målas.
Sammanf ogning
Sammanfogning av detaljerna kan ske med
nit-eller skruvförband, genom svetsning eller
limning. Den försänkta niten (fig. 8) används
utvändigt, där en slät yta erfordras, blindniten på
svåråtkomliga ställen, där mothåll ej kan
anbringas. Kragbulten är en nyare typ, som utförs
av stål och nu också av legering 75S. över
bul-tens ena ända träds en krage av lättmetall, som
avskärs av en skarp kant på bulten. En stor del
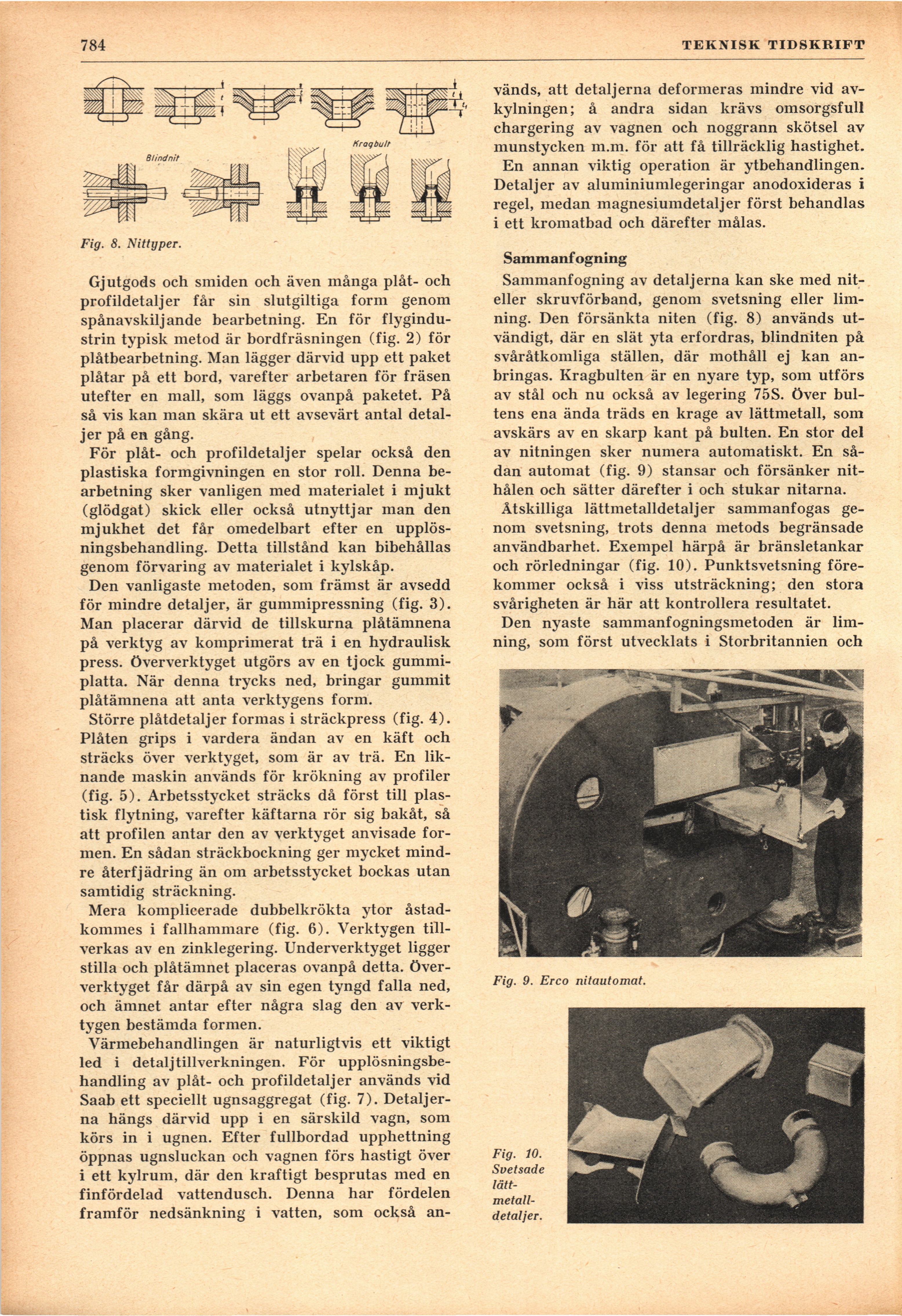
av nitningen sker numera automatiskt. En
sådan automat (fig. 9) stansar och försänker
nithålen och sätter därefter i och stukar nitarna.
Åtskilliga lättmetalldetaljer sammanfogas
genom svetsning, trots denna metods begränsade
användbarhet. Exempel härpå är bränsletankar
och rörledningar (fig. 10). Punktsvetsning
förekommer också i viss utsträckning; den stora
svårigheten är här att kontrollera resultatet.
Den nyaste sammanfogningsmetoden är
limning, som först utvecklats i Storbritannien och
Fig. 9. Erco nitautomat.
Fig. 10.
Svetsade [-lättmetalldetaljer.-]
{+lätt-
metall-
detaljer.+}
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}