
Full resolution (JPEG) - On this page / på denna sida - H. 42. 17 november 1953 - Radioaktiv undersökning av svarvståls utslitning, av Bertil Colding och Lars-Gustav Erwall
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
3 november 1953 299
ningsförmåga än ß-strålning, som också
utsändes från plattan, varför man torde kunna räkna
med obetydlig absorption av y, men fullständig
absorption av ß.
Genom att samtidigt mäta den aktivitet som
fanns i skäroljan kunde Merchant5-6 konstatera
att minst 90 % av den bortslitna
materialmängden återfinns på spånen.
Även förslitningen hos snabbstål kan studeras
med denna metod. Dess huvudsakliga
användningsområde är emellertid för närvarande
utprovning av skäroljor.
Undersökningar vid KTH
På ett förhållandevis enkelt sätt har
banbrytande resultat erhållits vid nötningsstudier i
allmänhet med hjälp av radioaktiva metoder. Det
ansågs därför angeläget att undersöka
möjligheterna för dessas tillämpning inom den
spånavskiljande bearbetningen, och på KTH:s
institution för mekanisk teknologi igångsattes en
sådan undersökning under våren 1952, varefter de
första proven utfördes under sommaren.
Ungefär samtidigt erhölls kännedom om de av
Merchant och Krabacher5 utförda proven. Ehuru
provningarna gjordes oberoende av varandra och
med olika metodik erhölls överensstämmande
resultat. Det förefaller som om man här skulle
ha en mycket noggrann och billig metod, som
direkt — åtminstone vad den på KTH använda
metoden3 beträffar — ger vikten av det bortnötta
materialet. Enligt de gjorda proven är
förslitningshastigheten inom ramen av de undersökta
förhållandena konstant fram till utslitning, så
att man enkelt kan beräkna utslitningstiden ur
förslitningshastigheten.
Provens genomförande
Med beaktande av de krav som man har på
isotoperna valdes3 volframisotopen 187W, som
framställdes genom bestrålning under en timme av
hårdmetallplattan i ett flöde av 1012 neutroner
Fig. 2. Montering av den radioaktiva plattan.
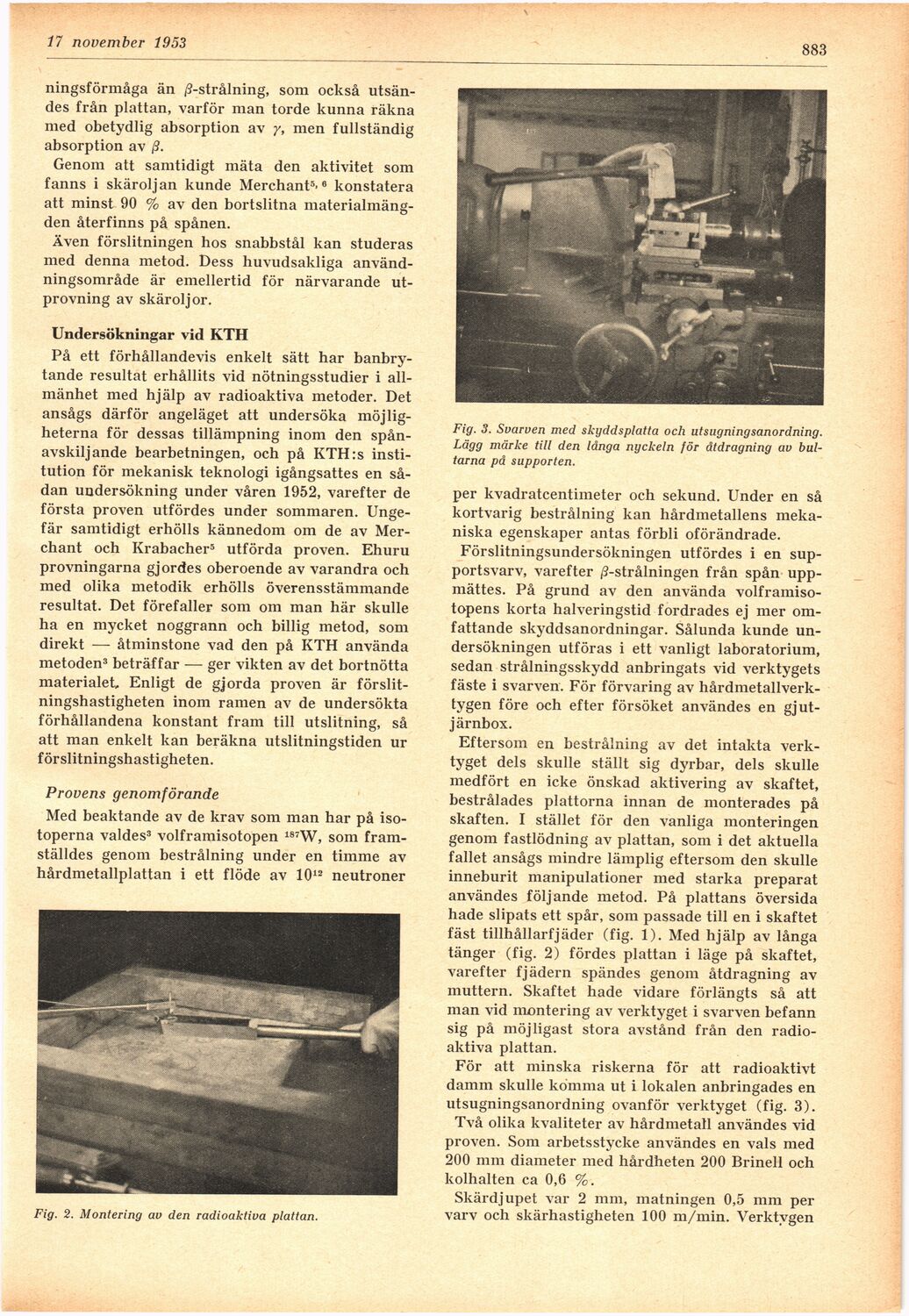
Fig. 3. Svarven med skyddsplatta och utsugningsanordning.
Lägg märke till den långa nyckeln för åtdragning av
bultarna på supporten.
per kvadratcentimeter och sekund. Under en så
kortvarig bestrålning kan hårdmetallens
mekaniska egenskaper antas förbli oförändrade.
Förslitningsundersökningen utfördes i en
supportsvarv, varefter ß-strålningen från spån
uppmättes. På grund av den använda
volframiso-topens korta halveringstid fordrades ej mer
omfattande skyddsanordningar. Sålunda kunde
undersökningen utföras i ett vanligt laboratorium,
sedan strålningsskydd anbringats vid verktygets
fäste i svarven. För förvaring av
hårdmetallverktygen före och efter försöket användes en
gjutjärnbox.
Eftersom en bestrålning av det intakta
verktyget dels skulle ställt sig dyrbar, dels skulle
medfört en icke önskad aktivering av skaftet,
bestrålades plattorna innan de monterades på
skaften. I stället för den vanliga monteringen
genom fastlödning av plattan, som i det aktuella
fallet ansågs mindre lämplig eftersom den skulle
inneburit manipulationer med starka preparat
användes följande metod. På plattans översida
hade slipats ett spår, som passade till en i skaftet
fäst tillhållarfjäder (fig. 1). Med hjälp av långa
tänger (fig. 2) fördes plattan i läge på skaftet,
varefter fjädern spändes genom åtdragning av
muttern. Skaftet hade vidare förlängts så att
man vid montering av verktyget i svarven befann
sig på möjligast stora avstånd från den
radioaktiva plattan.
För att minska riskerna för att radioaktivt
damm skulle komma ut i lokalen anbringades en
utsugningsanordning ovanför verktyget (fig. 3).
Två olika kvaliteter av hårdmetall användes vid
proven. Som arbetsstycke användes en vals med
200 mm diameter med hårdheten 200 Brinell och
kolhalten ca 0,6 %.
Skärdjupet var 2 mm, matningen 0,5 mm per
varv och skärhastigheten 100 m/min. Verktygen
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}