
Full resolution (JPEG) - On this page / på denna sida - H. 42. 17 november 1953 - Radioaktiv undersökning av svarvståls utslitning, av Bertil Colding och Lars-Gustav Erwall
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
17 november 1953
885
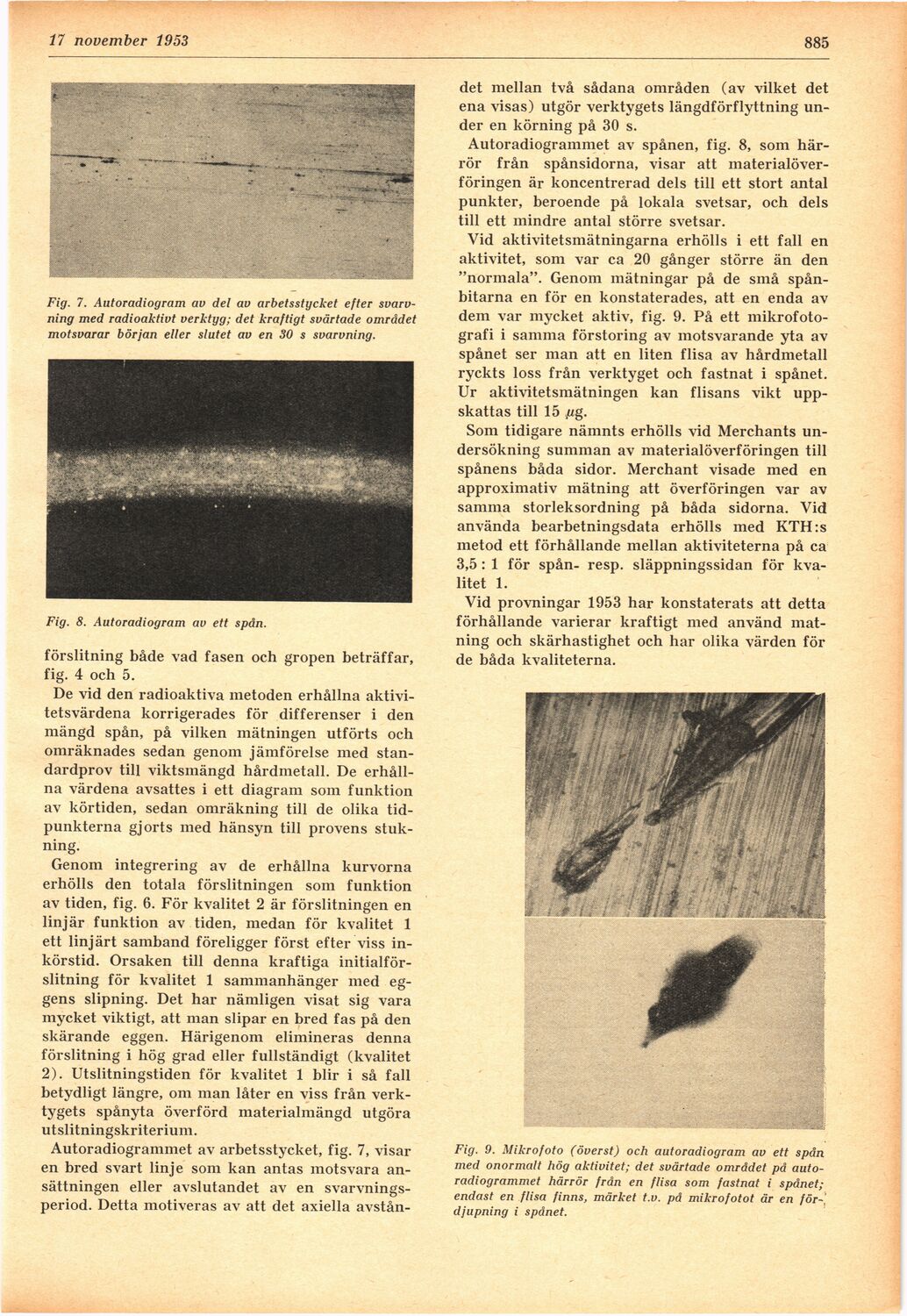
Fig. 7. Autoradiogram av del av arbetsstycket efter
svarvning med radioaktivt verktyg; det kraftigt svärtade området
motsvarar början eller slutet av en 30 s svarvning.
Fig. 8. Autoradiogram av ett spån.
förslitning både vad fasen och gropen beträffar,
fig. 4 och 5.
De vid den radioaktiva metoden erhållna
aktivitetsvärdena korrigerades för differenser i den
mängd spån, på vilken mätningen utförts och
omräknades sedan genom jämförelse ined
standardprov till viktsmängd hårdmetall. De
erhållna värdena avsattes i ett diagram som funktion
av körtiden, sedan omräkning till de olika
tidpunkterna gjorts med hänsyn till provens
stuk-ning.
Genom integrering av de erhållna kurvorna
erhölls den totala förslitningen som funktion
av tiden, fig. 6. För kvalitet 2 är förslitningen en
linjär funktion av tiden, medan för kvalitet 1
ett linjärt samband föreligger först efter viss
inkörstid. Orsaken till denna kraftiga
initialförslitning för kvalitet 1 sammanhänger med
eggens slipning. Det har nämligen visat sig vara
mycket viktigt, att man slipar en bred fas på den
skärande eggen. Härigenom elimineras denna
förslitning i hög grad eller fullständigt (kvalitet
2). Utslitningstiden för kvalitet 1 blir i så fall
betydligt längre, om man låter en viss från
verktygets spånyta överförd materialmängd utgöra
utslitningskriterium.
Autoradiogrammet av arbetsstycket, fig. 7, visar
en bred svart linje som kan antas motsvara
ansättningen eller avslutandet av en
svarvnings-period. Detta motiveras av att det axiella avstån-
det mellan två sådana områden (av vilket det
ena visas) utgör verktygets längdförflyttning
under en körning på 30 s.
Autoradiogrammet av spånen, fig. 8, som
härrör från spånsidorna, visar att
materialöverföringen är koncentrerad dels till ett stort antal
punkter, beroende på lokala svetsar, och dels
till ett mindre antal större svetsar.
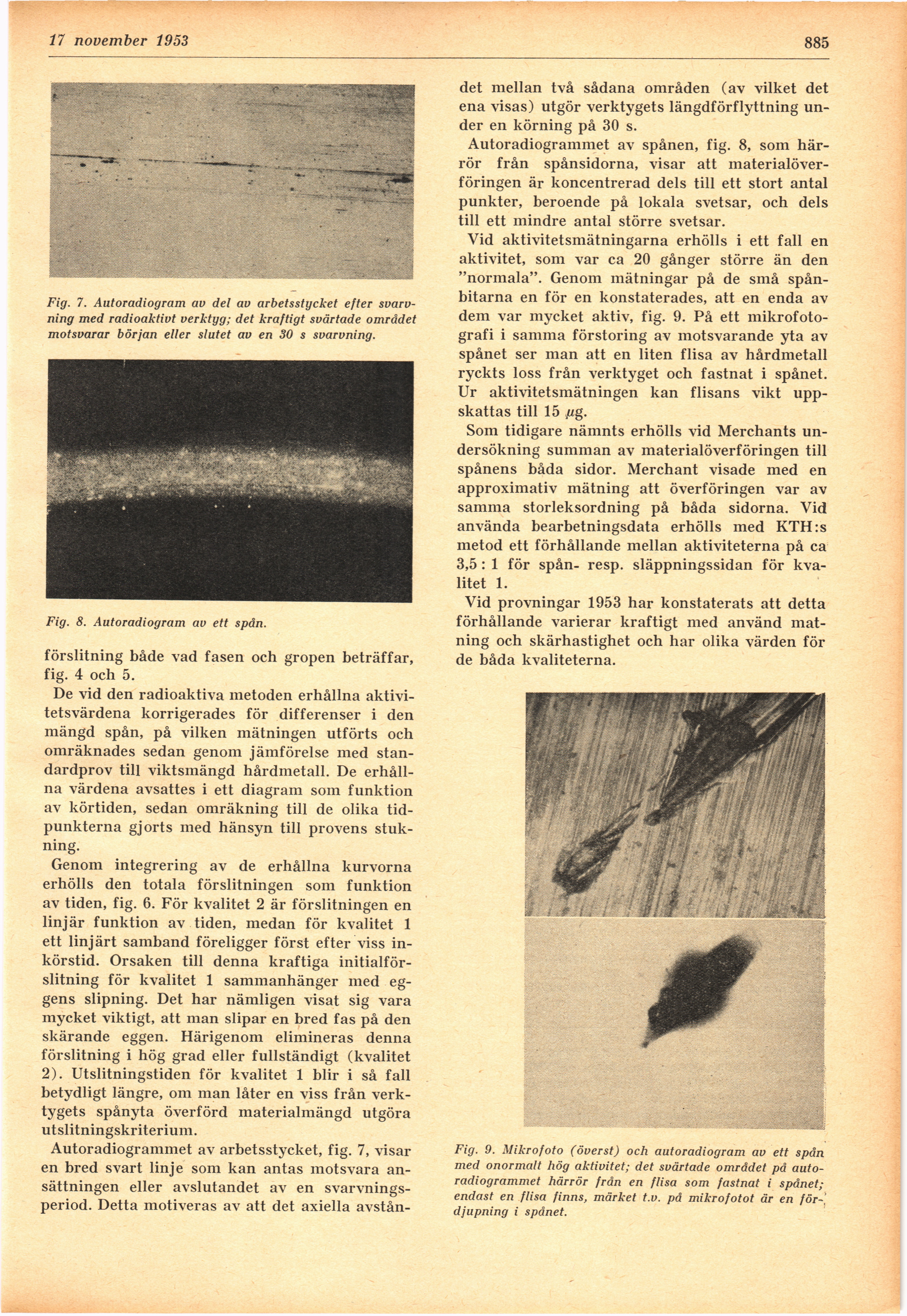
Vid aktivitetsmätningarna erhölls i ett fall en
aktivitet, som var ca 20 gånger större än den
"normala". Genom mätningar på de små
spån-bitarna en för en konstaterades, att en enda av
dem var mycket aktiv, fig. 9. På ett
mikrofotografi i samma förstoring av motsvarande yta av
spånet ser man att en liten flisa av hårdmetall
ryckts loss från verktyget och fastnat i spånet.
Ur aktivitetsmätningen kan flisans vikt
uppskattas till 15 //g.
Som tidigare nämnts erhölls vid Merchants
undersökning summan av materialöverföringen till
spånens båda sidor. Merchant visade med en
approximativ mätning att överföringen var av
samma storleksordning på båda sidorna. Vid
använda bearbetningsdata erhölls med KTH:s
metod ett förhållande mellan aktiviteterna på ca
3,5 : 1 för spån- resp. släppningssidan för
kvalitet 1.
Vid provningar 1953 har konstaterats att detta
förhållande varierar kraftigt med använd
matning och skärhastighet och har olika värden för
de båda kvaliteterna.
Fig. 9. Mikrofoto (överst) och autoradiogram av ett spån
med onormalt hög aktivitet; det svärtade området på
autoradiogrammet härrör från en flisa som fastnat i spånet;
endast en flisa finns, märket t.v. på mikrofotot är en
fördjupning i spånet.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}