
Full resolution (JPEG) - On this page / på denna sida - H. 5. 1 februari 1955 - Hvorfor er tungt vann så kostbart? av Jomar Brun
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
84
TEKNISK TIDSKRIFT
tapt, og H2 er jo et verdifullt produkt for
hydrering, ammoniakksyntese m.v.
For å unngå tap av H2 ved regenerering av
deuteriuminnholdet har man f.eks. i Trail
iste-denfor forbrenning benyttet isotopisk utbytting,
mellom vannstoff og vanndamp. Dersom man
leder en blanding av deuteriumholdig vannstoff
og vanndamp over en katalysator skjer det
følgende reaksjon:
HD(fl) + H20(fl) HDOfø) + Ha(fl) (4)
Likevektskonstanten for denne reaksjon er f.eks.
ved 90° ca 2,7. Er deuteriuminnholdet lavt kan
man tilnermet sette:
[HDO]/[HD] =2,7
Dette vil m.a.o. si at deuterium går over fra
•vannstoffet til vanndampen inntil
D-konsen-trasjonen i vanndampen er 2,7 gånger høyere enn
i vannstoffet. Den på deuterium anrikede
vanndamp kan så utkondenseres og f.eks. gå til
elektrolytisk oppkonsentrering. En tredje
regenereringsmetode er ekstraksjon av
deuteriuminnholdet ved destillasjon av flytende vannstoff.
Utnyttelse av elektrolyt vannstoff et
Elektrolytisk fremstilling av D20 på basis av
vanlig vann uten rasjonell utnyttelse av
elektro-lytvannstoffet må nødvendigvis bli prohibitivt
kostbart. Dette skyldes i første rekke det høye
energiforbruk og de meget betydelige
anleggs-omkostninger. Det lar seg beregne at med et
kaskadesystem etter samme prinsipp som antydet
i fig. 2, dvs. med deuteriumregenerering ved
forbrenning vil det i praksis være vanskelig å
komme under et samlet energiforbruk på 130 000
kWh per kg DaO.
Regnes eksempelvis med en såvidt lav pris på
elektrisk energi som 1 øre/kWh ser man at
ut-giftene bare til elektrisk energi løper opp i minst
1 300 kr/kg D20. Men hertil kommer at
kapital-omkostningene blir meget betydelige. Det anslås
skjønnsmessig at bygging av et sådant anlegg
for en årsproduksjon på ca 7 t D20 vil komme
på ca 50 Mkr. Regnes med amortisering etter
20 % p.a. og 4 % rente kommer
kapitalomkost-ningene ved nevnte produksjon opp i ca 1 580
kr/kg D20. Inklusive de øvrige driftsutgifter
bør man nok regne med en selvkost på minst
3 500 kr/kg D20 (tabell 1).
Det er selvsagt av helt avgjørende betydning
for den elektrolytiske tungtvannsfremstillings
økonomi at elektrolytvannstoffet kan utnyttes
rasjonelt til en eller annen fabrikasjon.
Elektro-lytvannstoff er som kjent utmerket egnet som
råstoff til ammoniakksyntesen, som også
for-bruker den alt overveiende del av det
elektrolyt-vannstoff som produseres i verden. Men de fleste
steder blir elektrolytvannstoff betydelig
kost-barere enn vannstoff laget over kull eller kull-
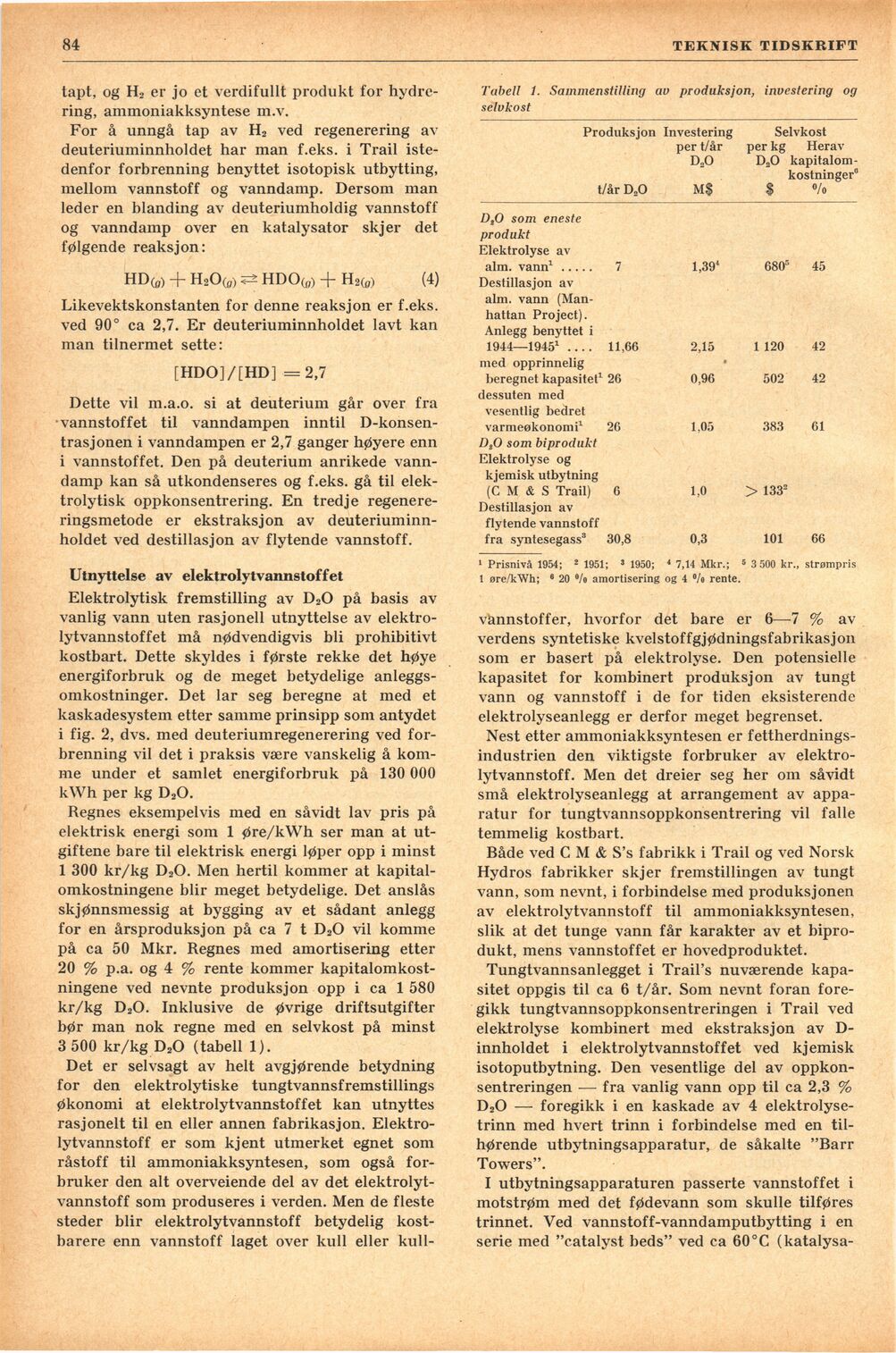
DgO som eneste
produkt
Elektrolyse av
alm. vann1 ..... 7 1,39* 6805 45
Destillasjon av
alm. vann
(Manhattan Project).
Anlegg benyttet i
1944—19451 ____ 11,66 2,15 1 120 42
med opprinnelig
beregnet kapasitet1 26 0,96 502 42
dessuten med
vesentlig bedret
varmeøkonomi1 26 1,05 383 61
D20 som biprodukt
Elektrolyse og
kjemisk utbytning
(C M & S Trail) 6 1,0 > 1332
Destillasjon av
flytende vannstoff
fra syntesegass3 30,8 0,3 101 66
1 Prisnivå 1954 ; 2 1951; 3 1950; 4 7,14 Mkr.; 5 3 500 kr., strømpris
1 øre/kWh; 6 20 °/o amortisering og 4 °/o rente.
vànnstoffer, hvorfor det bare er 6—7 % av
verdens syntetiske kvelstoffgjødningsfab rikas jon
som er basert på elektrolyse. Den potensielle
kapasitet for kombinert produksjon av tungt
vann og vannstoff i de for tiden eksisterende
elektrolyseanlegg er derför meget begrenset.
Nest etter ammoniakksyntesen er
fettherdnings-industrien den viktigste forbruker av
elektrolytvannstoff. Men det dreier seg her om såvidt
små elektrolyseanlegg at arrangement av
apparatur for tungtvannsoppkonsentrering vil falle
temmelig kostbart.
Både ved C M & S’s fabrikk i Trail og ved Norsk
Hydros fabrikker skjer fremstillingen av tungt
vann, som nevnt, i förbindelse med produksjonen
av elektrolytvannstoff til ammoniakksyntesen,
slik at det tunge vann får karakter av et
biprodukt, mens vannstoffet er hovedproduktet.
Tungtvannsanlegget i Trail’s nuværende
kapasitet oppgis til ca 6 t/år. Som nevnt föran
fore-gikk tungtvannsoppkonsentreringen i Trail ved
elektrolyse kombinert med ekstraksjon av
D-innholdet i elektrolytvannstoffet ved kjemisk
isotoputbytning. Den vesentlige del av
oppkon-sentreringen — fra vanlig vann opp til ca 2,3 %
D20 — foregikk i en kaskade av 4
elektrolyse-trinn med hvert trinn i förbindelse med en
til-hørende utbytningsapparatur, de såkalte "Barr
Towers".
I utbytningsapparaturen passerte vannstoffet i
motstrøm med det fødevann som skulle tilføres
trinnet. Ved vannstoff-vanndamputbytting i en
serie med "catalyst beds" ved ca 60° C (katalysa-
Tabell 1. Sammenstilling av produksjon, investering og
selvkost
Produksjon Investering Selvkost
per t/år per kg Herav
DoO D20
kapitalom-kostninger0
t/år DoO M$ $ %>
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}