
Full resolution (JPEG) - On this page / på denna sida - H. 12. 22 mars 1955 - Vad kostar ▽▽▽ och H7? av Ulf Ljung
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 mars 1955
251
lysningar om, hur stor materialavverkningen varit. Skall
två ytor vara jämförbara, får ej arbetsmånen vara alltför
varierande. Formeln, som härrör från sambandet T — L/ns,
bygger på skärhastigheten 70 m/min och matningen 0,5
mm/varv, medan konstanten 1,02 min är ett tillägg för
handtiden. Denna konstant har erhållits som medelvärde
ur uppgifter, där man skiljt på hand- och maskintider.
Den syntetiska bastiden har i samtliga fall satts till
100 °/o, varefter bastiderna tillsammans med
finbearbet-ningstiderna i diagram inprickats i procent av bastiden.
De grovbearbetade hål- och axelytorna har antagits hamna
inom IT 12, en toleransgrad som i tidsuppgifterna fått de
flesta förespråkarna.
Med denna procentuella metod kommer man ytterligare
ett steg från de verkliga kostnaderna, men som också
bearbetningstiden i minuter innebär endast ett riktvärde för
kostnaden i pengar, torde avsteget ej göra så mycket.
Varje verkstad har i varje fall en uppfattning om
tidåtgången för ett grovskär vid svarvning eller en borrning
med spiralborr. Med dessa data ger metoden lätt
tidåtgången för vidarebearbetningen.
Resultaten för hålytor framgår av tabell 1 och fig. 1
och för axelytor av tabell 2 och fig. 2, där medelvärden
och deras spridning angivits. Några illustrerande exempel
på hålytor och axelytor ges i tabellerna 3 och 4.
Spridningen har beräknats ur avvikelserna A från medel-
värdet som
Vn (n
SA2
där n är antalet värden.
(n - 1)’
Kommentarer
Den använda procentmetoden kan ej göra
anspråk på att i alla fall vara rättvisande, då fel-
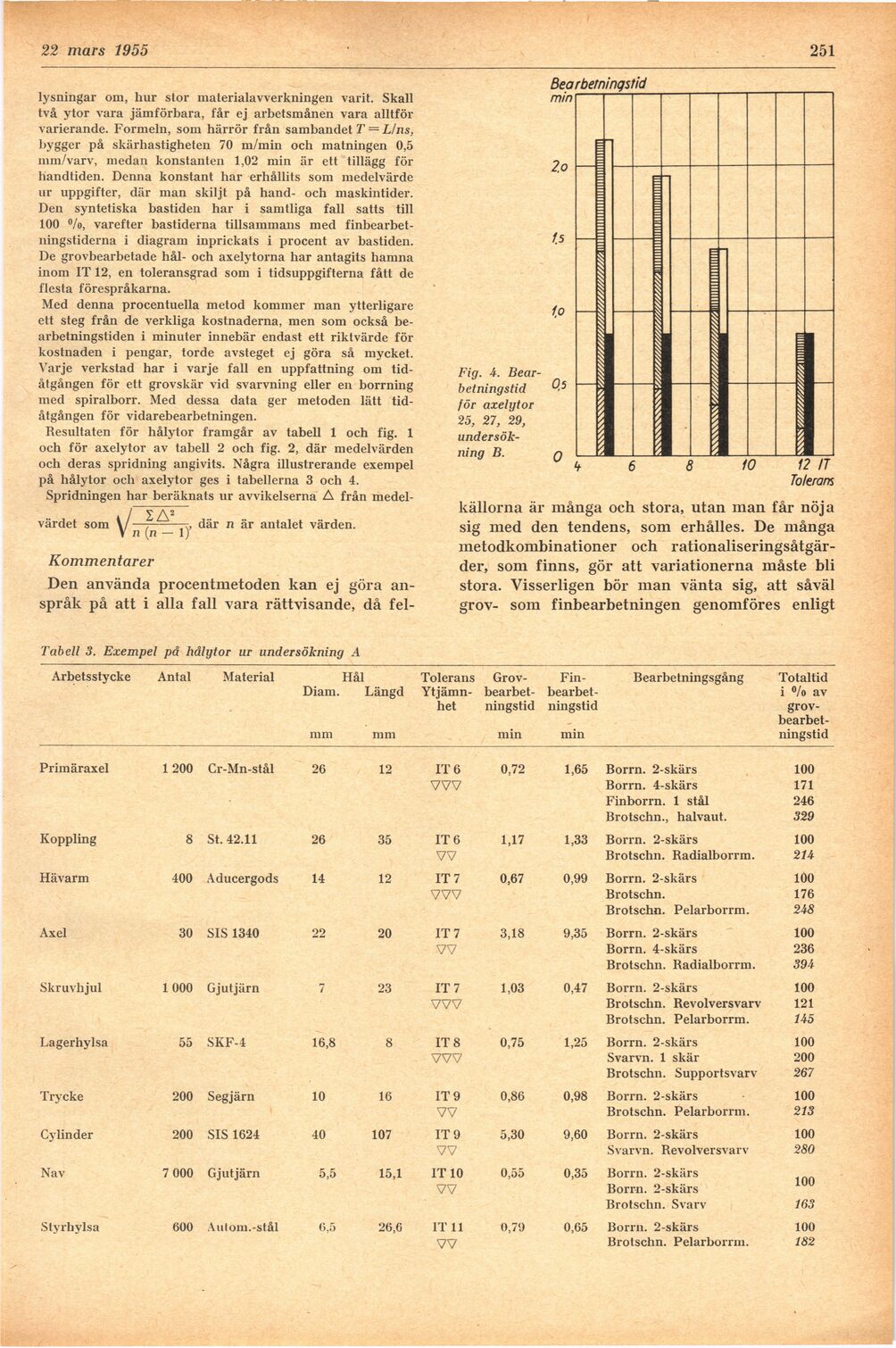
Fig. 4.
Bearbetningstid
för axelytor
25, 27, 29, [-undersökning-]
{+undersök-
ning+} B.
källorna är många och stora, utan man får nöja
sig med den tendens, som erhålles. De många
metodkombinationer och
rationaliseringsåtgärder, som finns, gör att variationerna måste bli
stora. Visserligen bör man vänta sig, att såväl
grov- som finbearbetningen genomföres enligt
Tabell 3. Exempel på hålytor ur undersökning A
Arbetsstycke Antal Material Diam. mm Hål Längd mm Tolerans
Ytjämnhet Grov-bearbet-ningstid min [-Fin-bearbet-ningstid-] {+Fin- bearbet- ningstid+} min Bearbetningsgång Totaltid i % av
grov-bearbet-ningstid
Primäraxel 1 200 Cr-Mn-stål 26 12 IT 6 0,72 1,65 Borrn. 2-skärs 100
vvv Borrn. 4-skärs 171
Finborrn. 1 stål 246
Brotschn., halvaut. 329
Koppling 8 St. 42.11 26 35 IT 6 1,17 1,33 Borrn. 2-skärs 100
vv Brotschn. Radialborrm. 214-
Hävarm 400 Aducergods 14 12 IT 7 0,67 0,99 Borrn. 2-skärs 100
VVV Brotschn. 176
Brotschn. Pelarborrm. 248
Axel 30 SIS 1340 22 20 IT 7 3,18 9,35 Borrn. 2-skärs 100
VV Borrn. 4-skärs 236
Brotschn. Radialborrm. 394
Skruvhjul 1 000 Gjutjärn 7 23 IT 7 1,03 0,47 Borrn. 2-skärs 100
VVV Brotschn. Revolversvarv 121
Brotschn. Pelarborrm. 145
Lagerhylsa 55 SKF-4 16,8 8 IT 8 0,75 1,25 Borrn. 2-skärs 100
VVV Svarvn. 1 skär 200
Brotschn. Supportsvarv 267
Trycke 200 Segjärn 10 16 IT 9 0,86 0,98 Borrn. 2-skärs 100
VV Brotschn. Pelarborrm. 213
Cylinder 200 SIS 1624 40 107 IT 9 5,30 9,60 Borrn. 2-skärs 100
VV Svarvn. Revolversvarv 280
Nav 7 000 Gjutjärn 5,5 15,1 IT 10 0,55 0,35 Borx-n. 2-skärs 1 nn
VV Borrn. 2-skärs 1UU
Brotschn. Svarv 163
Styrhylsa 600 Autom.-stål 6.5 26,6 IT 11 0,79 0,65 Borrn. 2-skärs 100
VV Brotschn. Pelarborrm. 182
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}