
Full resolution (JPEG) - On this page / på denna sida - H. 20. 17 maj 1955 - Ultraljudkontroll av halvfabrikat inom stålindustrin, av Herbert Krautkrämer
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
460
TEKNISK TIDSKRIFT
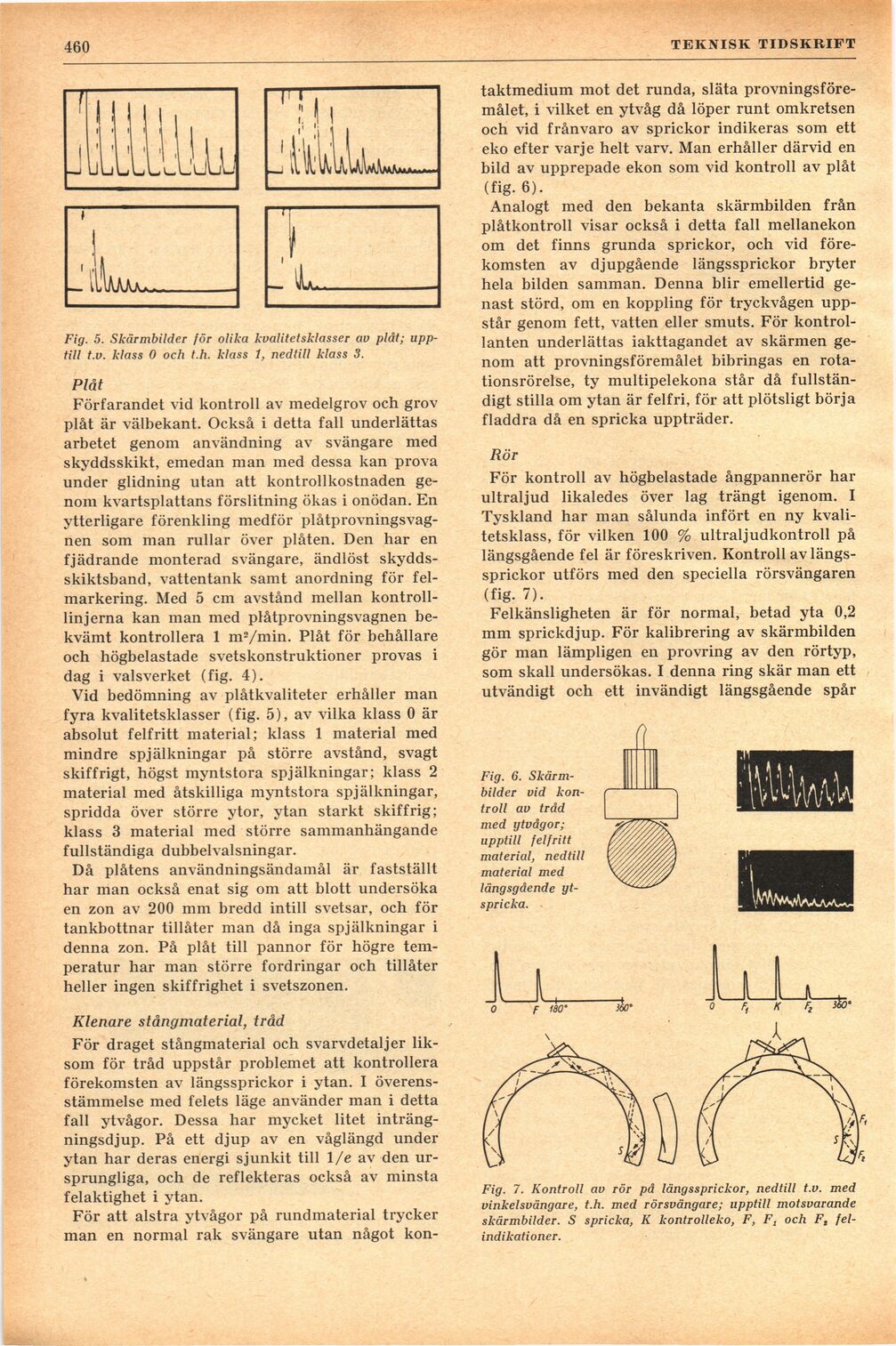
Fig. 5. Skärmbilder för olika kvalitetsklasser av plåt;
upptill t.v. klass O och t.h. klass 1, nedtill klass 3.
Plåt
Förfarandet vid kontroll av medelgrov och grov
plåt är välbekant. Också i detta fall underlättas
arbetet genom användning av svängare med
skyddsskikt, emedan man med dessa kan prova
under glidning utan att kontrollkostnaden
genom kvartsplattans förslitning ökas i onödan. En
ytterligare förenkling medför
plåtprovningsvag-nen som man rullar över plåten. Den har en
fjädrande monterad svängare, ändlöst
skydds-skiktsband, vattentank samt anordning för
felmarkering. Med 5 cin avstånd mellan
kontrolllinjerna kan man med plåtprovningsvagnen
bekvämt kontrollera 1 m2/min. Plåt för behållare
och högbelastade svetskonstruktioner provas i
dag i valsverket (fig. 4).
Vid bedömning av plåtkvaliteter erhåller man
fyra kvalitetsklasser (fig. 5), av vilka klass 0 är
absolut felfritt material; klass 1 material med
mindre spjälkningar på större avstånd, svagt
skiffrigt, högst myntstora spjälkningar; klass 2
material med åtskilliga myntstora spjälkningar,
spridda över större ytor, ytan starkt skiffrig;
klass 3 material med större sammanhängande
fullständiga dubbelvalsningar.
Då plåtens användningsändamål är fastställt
har man också enat sig om att blott undersöka
en zon av 200 mm bredd intill svetsar, och för
tankbottnar tillåter man då inga spjälkningar i
denna zon. På plåt till pannor för högre
temperatur har man större fordringar och tillåter
heller ingen skiffrighet i svetszonen.
Klenare stångmaterial, tråd
För draget stångmaterial och svarvdetaljer
liksom för tråd uppstår problemet att kontrollera
förekomsten av längssprickor i ytan. I
överensstämmelse med felets läge använder man i detta
fall ytvågor. Dessa har mycket litet
inträng-ningsdjup. På ett djup av en våglängd under
ytan har deras energi sjunkit till 1/e av den
ursprungliga, och de reflekteras också av minsta
felaktighet i ytan.
För att alstra ytvågor på rundmaterial trycker
man en normal rak svängare utan något kon-
taktmedium mot det runda, släta
provningsföremålet, i vilket en ytvåg då löper runt omkretsen
och vid frånvaro av sprickor indikeras som ett
eko efter varje helt varv. Man erhåller därvid en
bild av upprepade ekon som vid kontroll av plåt
(fig. 6).
Analogt med den bekanta skärmbilden från
plåtkontroll visar också i detta fall mellanekon
om det finns grunda sprickor, och vid
förekomsten av djupgående längssprickor bryter
hela bilden samman. Denna blir emellertid
genast störd, om en koppling för tryckvågen
uppstår genom fett, vatten eller smuts. För
kontrollanten underlättas iakttagandet av skärmen
genom att provningsföremålet bibringas en
rotationsrörelse, ty multipelekona står då
fullständigt stilla om ytan är felfri, för att plötsligt börja
fladdra då en spricka uppträder.
Rör
För kontroll av högbelastade ångpannerör har
ultraljud likaledes över lag trängt igenom. I
Tyskland har man sålunda infört en ny
kvalitetsklass, för vilken 100 % ultraljudkontroll på
längsgående fel är föreskriven. Kontroll av
längssprickor utförs med den speciella rörsvängaren
(fig. 7).
Felkänsligheten är för normal, betad yta 0,2
mm sprickdjup. För kalibrering av skärmbilden
gör man lämpligen en provring av den rörtyp,
som skall undersökas. I denna ring skär man ett
utvändigt och ett invändigt längsgående spår
Fig. 6.
Skärmbilder vid
kontroll av tråd
med ytvågor;
upptill felfritt
material, nedtill
material med
längsgående
yt-s pricka.
Fig. 7. Kontroll av rör på längssprickor, nedtill t.v. med
vinkelsvängare, t.h. med rörsvängare; upptill motsvarande
skärmbilder. S spricka, K kontrolleko, F, Ft och Ft
fel-indikationer.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}