
Full resolution (JPEG) - On this page / på denna sida - H. 25. 21 juni 1955 - Nya metoder - Ångomformningsventil, av Wll - TV-mottagare i serieproduktion, av Björn Nilsson - Automatisk fininställning och måttkontroll vid dubblösa slipmaskiner, av H Lindberg - Stumsvetsning av stålrör från utsidan, av SHl - Cellulosabutyrat som förpackningsmaterial, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
21 juni 1955
591
Nya metoder
Ångomformningsventil. Vid reglering av ångas tryck
och temperatur använder man i allmänhet en
tryckredu-ceringsventil och en efter denna kopplad ångkylare, där
ångans temperatur nedsättes, vanligen genom insprutning
av vatten. Båda dessa funktioner kan kombineras i en
ångomformningsventil, där erforderlig mängd vatten
införs i ventilsätet, där ångans strömningshastighet är störst.
Vattnet införs med låg hastighet i ångströmmen, men på
grund av ångans stora hastighet vid strypstället, ca 500
m/s eller däröver, får man en mycket hög relativhastighet
mellan ångan och vattendropparna, så att vattnet blir
ytterst fint fördelat och väl inblandat i ångan. Vattnet
förångas då mycket snabbt, och man behöver inte ha
något vatten i överskott för ångkylningen (W Pontow
i Siemens Zeitschrift april 1955 s. 102). Wll
TV-inottagare i serieproduktion. TV-mottagarnas
produktion i USA sker i allmänhet med synnerligen korta
tempotider och följaktligen också stark mekanisering. Man
eftersträvar tempotider mellan 30 och 60 s längs ett
löpande band vilket anses representera ett optimum. Med en
enkel serie band betyder detta att årsproduktionen med
nuvarande apparatpriser bör uppgå till minst 100 000
apparater för att bli lönsam. Genom dubblering av band
kan man i viss mån utnyttja gemensamma anläggningar
bättre varför de största fabrikerna gör 0,5—1,0 miljon
mottagare per år. I avsikt att säkra en jämn
produktions-takt uppdelas banden vanligen i tre sektioner. Det första
bandet omfattar chassiets montering med kontroll.
Högfrekvensenheten kommer färdig från annat håll, likaså
klippta och skalade kopplingstrådar, motstånd och
kondensatorer. Ibland gör arbetaren både förbindningar och
lödningar, i andra fall sätter fyra arbetare fast ledningar
eller komponenter och den femte löder enbart och hinner
då med 20 lödningar på en tempotid. Tekniken med tryckta
ledningar (Tekn. T. 1947 s. 661, 743; 1952 s. 376; 1953
s. 10) har ännu inte vunnit insteg i större utsträckning.
Några fabrikanter har dock börjat "trycka" vissa
apparatdelar, såsom bild- och ljusmellanfrekvensförstärkare,
synk-separatorn och avböjningsoscillatorer (fig. 1 och 2).
Komponenter trycks vanligen inte, så när som på spolar över
30 MHz.
Det andra fabrikationsbandet omfattar provning av
chassiets samtliga kretsar fram till bildröret och på det tredje
Fig. 1. översida av TV-mottagarchassi med tryckta
ledningar.
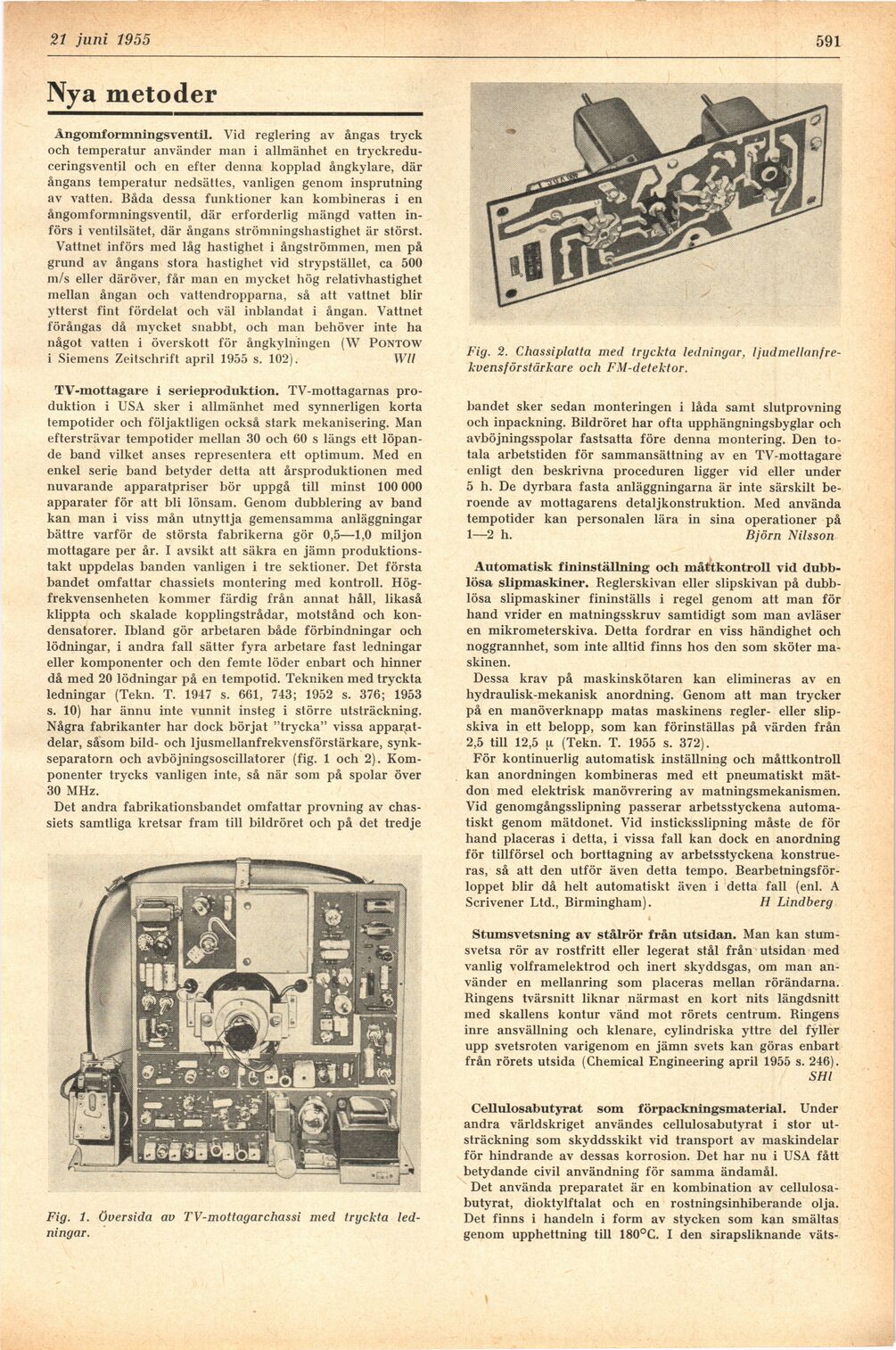
Fig. 2. Chassiplatta med tryckta ledningar,
Ijudmellanfre-kvensförstärkare och FM-detektor.
bandet sker sedan monteringen i låda samt slutprovning
och inpackning. Bildröret har ofta upphängningsbyglar och
avböjningsspolar fastsatta före denna montering. Den
totala arbetstiden för sammansättning av en TV-mottagare
enligt den beskrivna proceduren ligger vid eller under
5 h. De dyrbara fasta anläggningarna är inte särskilt
beroende av mottagarens detaljkonstruktion. Med använda
tempotider kan personalen lära in sina operationer på
1—2 h. Björn Nilsson
Automatisk fininställning och måttkontroll vid
dubblösa slipmaskiner. Beglerskivan eller slipskivan på
dubblösa slipmaskiner fininställs i regel genom att man för
hand vrider en matningsskruv samtidigt som man avläser
en mikrometerskiva. Detta fordrar en viss händighet och
noggrannhet, som inte alltid finns hos den som sköter
maskinen.
Dessa krav på maskinskötaren kan elimineras av en
hydraulisk-mekanisk anordning. Genom att man trycker
på en manöverknapp matas maskinens regler- eller
slipskiva in ett belopp, som kan förinställas på värden från
2,5 till 12,5 fx (Tekn. T. 1955 s. 372).
För kontinuerlig automatisk inställning och måttkontroll
kan anordningen kombineras med ett pneumatiskt
mät-don med elektrisk manövrering av matningsmekanismen.
Vid genomgångsslipning passerar arbetsstyckena
automatiskt genom mätdonet. Vid insticksslipning måste de för
hand placeras i detta, i vissa fall kan dock en anordning
för tillförsel och borttagning av arbetsstyckena
konstrueras, så att den utför även detta tempo.
Bearbetningsförloppet blir då helt automatiskt även i detta fall (enl. A
Scrivener Ltd., Birmingham). H Lindberg
Stumsvetsning av stålrör från utsidan. Man kan
stum-svetsa rör av rostfritt eller legerat stål från utsidan med
vanlig volframelektrod och inert skyddsgas, om man
använder en mellanring som placeras mellan rörändarna.
Bingens tvärsnitt liknar närmast en kort nits längdsnitt
med skallens kontur vänd mot rörets centrum. Bingens
inre ansvällning och klenare, cylindriska yttre del fyller
upp svetsroten varigenom en jämn svets kan göras enbart
från rörets utsida (Chemical Engineering april 1955 s. 246).
SHl
Cellulosabutyrat som förpackningsmaterial. Under
andra världskriget användes cellulosabutyrat i stor
utsträckning som skyddsskikt vid transport av maskindelar
för hindrande av dessas korrosion. Det har nu i USA fått
betydande civil användning för samma ändamål.
Det använda preparatet är en kombination av
cellulosabutyrat, dioktylftalat och en rostningsinhiberande olja.
Det finns i handeln i form av stycken som kan smältas
genom upphettning till 180°C. I den sirapsliknande väts-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}