
Full resolution (JPEG) - On this page / på denna sida - H. 27. 2 augusti 1955 - Arbetsberedning. Mindre företag, av Olof Tiblom - Nya metoder - Saltbadsbetning av rostfria och värmebeständiga stål, av SHl - Strömningsmätning med ultraljud, av F Ö
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
2 augusti 1955
619
som tillverkar efter beställarens ritningar. Dessa
två grupper behandlas i fortsättningen
gemensamt.
Verkstadschefen har nu att själv eller
eventuellt med hjälp av verkmästare och förmän
göra den slutliga arbetsberedningen. Denna
består av upprättande av operationslistor eller kort
och utskrivande av materialrekvisitioner. Oftast
har man rätt enkla blanketter för detta
ändamål, vilka vanligen skrivs ut för hand. En del
företag driver förenklingen så långt att
operationsföljden noteras direkt på ritningskopiorna,
ett förfarande som vid engångstillverkning kan
gå bra. Den som utför planeringen kan direkt
bestämma vid vilken maskin och av vilken
arbetare en arbetsoperation skall utföras.
Ofta dras arbetsberedningen här ut ända till
sista ledet dvs. arbetaren. En erfaren
maskinarbetare, som har verkstadschefens förtroende,
får själv bestämma bearbetningssättet, val av
verktyg osv. Ett vanligt tillvägagångssätt är att
arbetaren redan under tiden han fullgör en
uppgift får ut ritningsunderlag för nästa arbete. Han
får därvid tillfälle att i förväg tänka igenom
lämpligaste bearbetningssätt. Det är knappast
möjligt att inom ett mindre verkstadsföretag ha
en helt genomarbetad arbetsberedning, och denna
har heller inte samma betydelse vid
stycketillverkning som vid serieproduktion.
De två huvudproblemen vid arbetsberedning
inom de mindre företagen är materialfrågan och
tillgången på verktygsmaskiner. Den
stycketill-verkande verkstaden har inte möjlighet att på
längre sikt förutse sitt materialbehov utan är
oftast hänvisad till att köpa material från lager,
hos järnhandlare, grossist eller järnverk.
Härigenom blir priserna ofta högre, och man tvingas
ibland använda oekonomiska dimensioner.
Dessutom vållar förfarandet stora besvärligheter då
tillgången på material är knapp.
Maskinutrustningen hos det mindre företaget
täcker sällan hela behovet. Stora
kapitalkrävande maskiner eller specialmaskiner kan kanske ej
anskaffas, emedan sådana normalt inte kan
utnyttjas. Man tvingas därför ibland till
oekonomiska bearbetningsmetoder och till att beställa
bearbetning hos andra företag. Oftast blir det då
fråga om att hänvända sig till de större
företagen, som ibland, även om deras maskiner inte
utnyttjas, är ovilliga att åta sig sådana arbeten,
emedan de är svåra att inordna i organisationen.
De mindre företagen har en arbetsberedning
utan att de kallar den så. Effektiviteten inom
alla arbetsområdena har framtvingat en allt
längre gående specialisering. Denna har t.ex.
medfört att grupper av mindre företag börjat
gemensamt anlita arbetsstudieingenjörer. Nästa
steg blir kanske att anlita gemensamma eller
konsulterande experter även inom
arbetsbered-ningens område.
Nya metoder
Saltbadsbetning av rostfria och värmebeständiga stål.
Vid glödgning av höglegerade, rostfria och
värmebeständiga stål med 10—30 °/o krom bildas på ytan beständiga
kromoxider, mest i form av spineller, vilka bara mycket
dåligt löser sig i mineralsyror och inte kan reduceras till
metall genom reducerande glödgning. Särskilt
motståndskraftigt är glödskalet på varmvalsade halvfabrikat. Det
måste emellertid avlägsnas före kallbearbetning då det är
mycket hårt och därför skulle slita verktygen för mycket.
Genom förbehandling i en smälta av natriumhydroxid
och salpeter kan visserligen glödskalets löslighet i syror
ökas avsevärt och betningstiden förkortas, men
förbrukningen av betsyra blir alltjämt stor. Man har därför på
senare tid börjat ersätta syrabetningen med mekaniska
metoder, men dessa har hittills inte kunnat användas på
höglegerade stål.
För dessa synes emellertid ett nytt kemiskt förfarande,
vid vilket syror inte används, vara användbart.
Ståldelarna förbehandlas även i detta fall med smält
natriumhydroxid och salpeter, i vilken kromoxiderna oxideras till
kromsyra som löser sig i natriumhydroxiden. Denna avlägsnar
dessutom allt fett. Stålet befrias sedan från vidhäftande salt
och glödgas i reducerande atmosfär. Den yta, som fås på
detta sätt, är minst lika bra som en syrabetad, och
arbets-styckena kan i de flesta fall användas utan
efterbehandling.
Vid kallbearbetning är de på ytan bildade järn- och
järnnickelskikten särskilt gynnsamma. Blankglödgning,
som för grova arbetsstycken är svår att genomföra,
underlättas betydligt genom förbehandling i en
natriumhydr-oxid-salpetersmälta. Även vid plätering av kolstål med
rostfritt stål kan denna förbehandling med fördel
användas. Grundmetall och pläteringsmetall kan sättas in i ugn
och hopsvetsas med den bruna till svarta yta som fås i
smältan (B Wenderott i Ståhl und Eisen 10 febr. 1955
s. 141—144). SHl
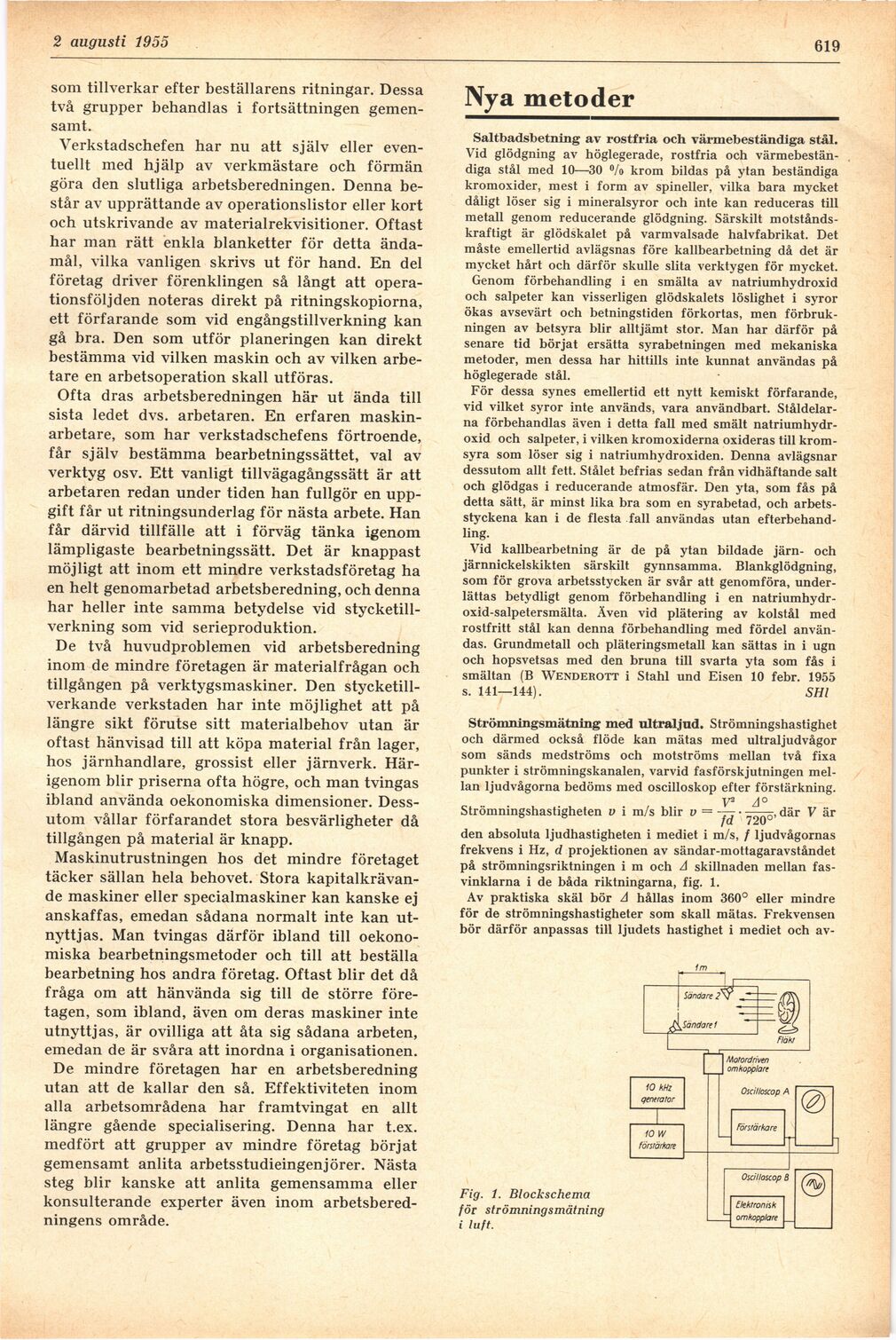
Strömningsmätning med ultraljnd. Strömningshastighet
och därmed också flöde kan mätas med ultraljudvågor
som sänds medströms och motströms mellan två fixa
punkter i strömningskanalen, varvid fasförskjutningen
mellan ljudvågorna bedöms med oscilloskop efter förstärkning.
V3 A°
Strömningshastigheten v i m/s blir v = -— • där V är
den absoluta ljudhastigheten i mediet i m/s, / ljudvågornas
frekvens i Hz, d projektionen av sändar-mottagaravståndet
på strömningsriktningen i m och A skillnaden mellan
fasvinklarna i de båda riktningarna, fig. 1.
Av praktiska skäl bör A hållas inom 360° eller mindre
för de strömningshastigheter som skall mätas. Frekvensen
bör därför anpassas till ljudets hastighet i mediet och av-
Fig. 1. Blockschema
för strömningsmätning
i luft.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}