
Full resolution (JPEG) - On this page / på denna sida - H. 33. 13 september 1955 - Kontaktkorrosion i svetsat fartygsstål, av Tore Norén
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
13 september 1955
735
Kontaktkorrosion i svetsat fartygsstål
Bergsingenjör Töre Norén, Göteborg
Under de vid Esab sedan mer än tio år tillbaka
pågående undersökningarna av svetsat
fartygsståls korrosion har det på ett tidigt stadium stått
klart, att närvaro av glödskal (valshud) på det
svetsade stålet har en mycket stark effekt på
angreppets omfattning. Det har förefallit
uppenbart, att glödskalets inverkan varit en
dominerande faktor vid de svåra korrosionsskador, som
tid efter annan kunnat iakttas (fig. 1).
Esabs korrosionsundersökningar har dock även
omfattat andra faktorers inflytande. En
sekundär effekt har därvid kallbearbetning av
svets-godsen visat sig ha liksom alkaliska slaggrester
på svetsytan, vilka medverkar till blåsbildning i
en del skeppsbottenfärger1.
En viss skillnad i svetsgodsets och
grundmaterialets kemiska potential kan även förekomma.
Den är dock mycket obetydlig i jämförelse med
potentialskillnaden mellan glödskal och
glöd-skalsfri svets eller grundmaterialpartier utan
glödskal. Av de korrosionsfrämjande
faktorerna torde den rena kontaktkorrosionen mellan
metalliska material, som har små
sammansättningsskillnader, kunna anses vara den minst
betydelsefulla2.
Ehuru närvaron av glödskal på stålet har visat
sig ha en förödande verkan, har det
provnings-tekniskt sett inneburit vissa svårigheter att på
ett övertygande och entydigt sätt påvisa detta.
Vid flertalet i praktiken inträffade
korrosions-fall har företrädare för rederier, varv,
ståltillverkare och färgfabrikanter försökt bortse från
glödskalets väsentliga inflytande. Man har velat
göra gällande att i stället
svetsgodssammansätt-ningen, svetsningens utförande, svetsläget m.m.
skulle ha varit avgörande.
Ofta har man baserat den sistnämnda
synpunkten på att viss skillnad har kunnat iakttas
mellan korrosionsangrepp på vertikalsvetsade
och horisontalsvetsade fogar eller på manuellt
svetsade och automatsvetsade fogar. Det är
anmärkningsvärt, att de omfattande utländska
erfarenheter, som entydigt visar, att
"glödskals-korrosionen" är dominerande, i stort sett
negligerats — detta trots att man bl.a. i USA sedan
flera år vidtagit omfattande åtgärder för att
kunna arbeta med glödskalsfria plåtar i
bordläggningarna. Såväl sandblästring som betning
används därvid.
620.193 : 669.14.018.293
De nyssnämnda sekundära effekterna
(kallbearbetning, alkaliska slaggrester och viss
potentialskillnad mellan svetsgods och glödskalsfritt
stål) kommer i fortsättningen endast att flyktigt
beröras i den mån de kan anknytas till den
inverkan, glödskalskorrosionen har. Man kan
också från början frånkänna svetsningens
utförande varje allvarligt inflytande, så länge det rör
sig om korrosionsskador av mera omfattande
natur. Lokala korrosionsangrepp kan visserligen
förorsakas av bristfällig svetsning, i det att
slagginneslutningar och under stundom även
ofullständig slaggavlägsning kan medföra en
form av punktangrepp. Det är dock inte sådana
enstaka företeelser man avser, när man talar om
korrosionsangrepp i svetsat fartygsstål.
Av betydelse för svetsade konstruktioners
korrosion är också de möjligheter man har att
utföra ett tillfredsställande målningsarbete med
rostskyddsfärger. Beroende på svetsytans
utseende kan det vara svårt att anbringa ett helt
täckande färgskikt. Vissa automatsvetsar har
slät och lättmålad yta under det att manuellt
utförda svetsar kan ha utpräglade båglinjer,
vilkas högsta partier inte alltid täcks av tunna
färgskikt. Särskilt vid vertikalsvetsar kräver
svetsytans ojämnhet speciell omsorg vid målningen.
Laboratorieprov i liten skala
För laboratorieundersökningarna har efter hand
en provningsmetod utvecklats, som ger
lättolka-de och entydiga resultat för bedömning av glöd-
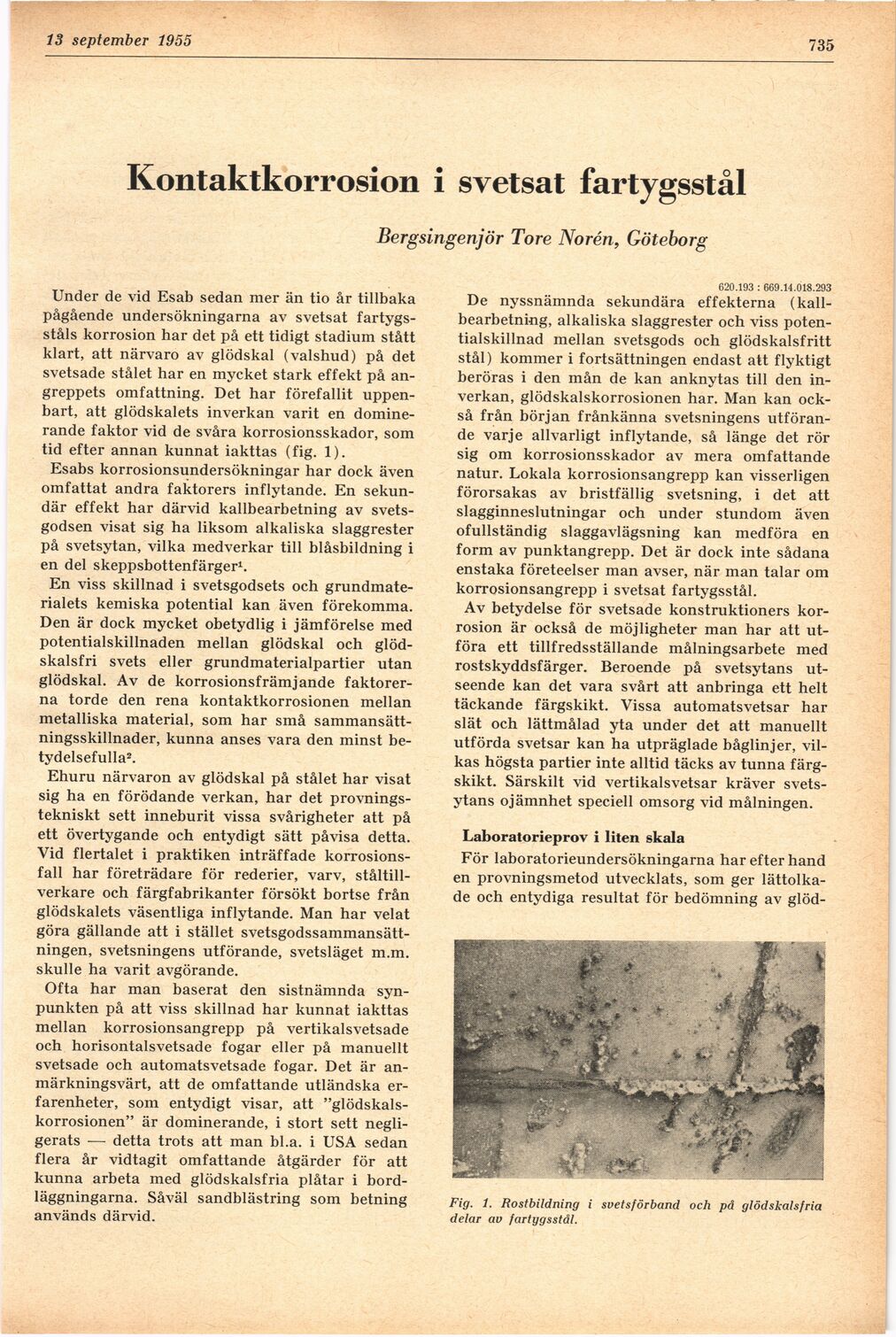
Fig. 1. Rostbildning i svetsförband och på glödskalsfria
delar av fartygsstål.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}