
Full resolution (JPEG) - On this page / på denna sida - H. 33. 13 september 1955 - Andras erfarenheter - Austenitiskt manganstål, av SHl - Elast för hög temperatur, av SHl - Utnyttjande av kycklingfjäder, av SHl - Ytaktivt fluorhaltigt ämne, av SHl - Nya metoder - Kontinuerlig gjutning av magnesium, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
13 september 1955
747
I gjutstycken består stålet av en austenitisk grundmassa
med fria karbider vid korngränserna. Genom snabb
kylning med vatten från 1 050°C blir det fullständigt
auste-nitiskt. Det levereras i detta tillstånd från järnbruket.
Vid varmbearbetning och värmebehandling kan ett tunt
ytskikt bli avkolat och övergå till martensit, som är hård,
mindre seg och magnetisk. I de flesta fall vållar
ytskiktet inget besvär, men det slits snabbare än
grundmaterialet. Man kan avlägsna det genom slipning,
bearbetning med skärande verktyg eller syrabetning.
Vid kallbearbetning stiger manganståls hårdhet från ca
200 till högst ca 550 Brinell, men stålet är alltjämt
ickemagnetiskt. Hårdhetsökningen torde därför inte bero på
martensitbildning som vid andra austenitiska stål.
Manganstålet är synnerligen beständigt under ca 270°C. Vid
kylning avtar dess seghet kontinuerligt med temperaturen,
och i flytande syre (— 183°C) är dess slagseghet
praktiskt taget noll, men det förblir icke-magnetiskt. Vid
uppvärmning återfår det sina ursprungliga egenskaper även
efter kylning till —250°C. Häri skiljer det sig från t.ex.
18—8-stål som blir delvis martensitiskt vid låg
temperatur.
För att stora gjutstycken av manganstål inte skall
spricka vid bearbetning på grund av inre spänningar kyls de
långsamt från 95Ö°C. Härvid blir grundmassan
austenitisk men karbider utskiljs vid korngränserna och något
perlit bildas. I detta tillstånd är stålet sprött och måste
därför hanteras försiktigt tills det genomgått
seghetsbehandling genom vattenkylning från 1 050°C.
Upphettas manganstål efter seghetsbehandling till
temperaturer under omvandlingspunkten kan karbider och
perlit bildas i en grundmassa av austenit. Stålet är då
ytterligt sprött och påtagligt magnetiskt. Omvandlingens
utsträckning beror på upphettningstid och temperatur. Den
är betydelselös under 270°C, men växer snabbt mellan
350°G och omvandlingspunkten (ca 680°C). Man får
därför inte upphetta arbetsstycken av manganstål t.ex. för
att böja dem (T Arnold i Iron & Steel mars 1955 s.
95—97). SHl
Elast för hög temperatur. Med få undantag förstörs
elaster genom oxidation redan vid 150°C. Enligt uppgift
kan emellertid en mera värmehärdig produkt framställas
av en starkt fluorerad akrylplast. Den sägs motstå
petroleumkolväten, smörjmedel och lösningsmedel vid upp till
260°G och behålla god hållfasthet, elasticitet och hårdhet
efter upphettning till denna temperatur. Den är också
något böjlig vid ned till — 30°C och har utmärkt resistens
mot ozon.
För att plasten skall få bästa möjliga egenskaper blandas
den med lämpliga mängder kimrök, svavel och ett
amin-vulkmedel. Blandning och bearbetning kan ske med
gummiindustrins vanliga apparatur. Bästa fysikaliska
egenskaper uppnås genom vulkning 20 min vid 150—160°C
(En-gineers’ Digest dec. 1954 s. 500). SHl
Utnyttjande av kycklingfjäder. I USA har man nu ett
outnyttjat överskott av kycklingfjäder på 90 000 t/år, medan
tillgången på fjäder och dun från vattenfåglar är
otillräcklig. Hönsfjäder kan inte utan vidare användas som
stoppning i t.ex. kuddar och bolstrar då den blir kompakt och
ger för hårda kuddar och för dåligt isolerade bolstrar
genom att den inte är tillräckligt krusig. Man har därför
sökt metoder att ge hönsfjäderns skaft en permanent
krökning och har härvid funnit kemiska metoder bäst.
Fjädern tvättas först varvid blod, smuts och den
naturliga olje-vaxbeläggningen avlägsnas. Därefter behandlas
den med natriumfosfat för att den skall få önskad
krökning och slutligen med en dialdehyd, t.ex. glyoxal, för att
den erhållna formen skall bli bestående. Slutproduktens
egenskaper beror på ras och ålder för de kycklingar från
vilka fjädern kommer. Av betydelse är också om
plockningen skett vått eller torrt.
Man har också studerat möjligheterna att använda
finmald fjäder som gödsel eller fjäderkeratin som råvara
vid tillverkning av borst (Industrial & Engineering
Che-mistry okt. 1954 s. 18 A). SHl
Ytaktivt fluorhaltigt ämne. Man har funnit att
kolvätens ytspänning sänks till 8—15 dyn/cm genom tillsats
av bara 0,002 vikt-°/o. Det ytaktiva ämnet bildar en tunn,
osynlig hinna på vätskans yta och minskar dennas
avdunstning högst betydligt. Bensin i en icke övertäckt
glasbägare avdunstar t.ex. fullständigt på 2,5 dygn, men om
bensinen försätts med 0,003 °/o C7F15GONHC3H0N(CH3)3J
blir 75 °/o kvar efter samma tid.
Man kan därför minska avdunstningsförluster och
eldfara genom att försätta bensin med det ytaktiva ämnet,
och preliminära undersökningar antyder att detta också
kan användas inom petroleumindustrin för ökning av
de-stillations- och extraktionsprocessers effektivitet. I bensin
tycks det inte ha några ogynnsamma verkningar.
Det ytaktiva ämnet anses kunna få många andra
användningar, t.ex. i färger, tryckfärger, kosmetika och
insekt-bekämpningspreparat (Industrial & Engineering Chemistry
nov. 1954 s. 17 A). SHl
Nya metoder
Kontinuerlig gjutning av magnesium. Man tillverkar
sedan rätt lång tid tillbaka göt av magnesiumlegeringar
kontinuerligt i maskiner av i princip samma typ som
används för stål, mässing och koppar (Tekn. T. 1949 s. 298,
1950 s. 249, 1952 s. 41).
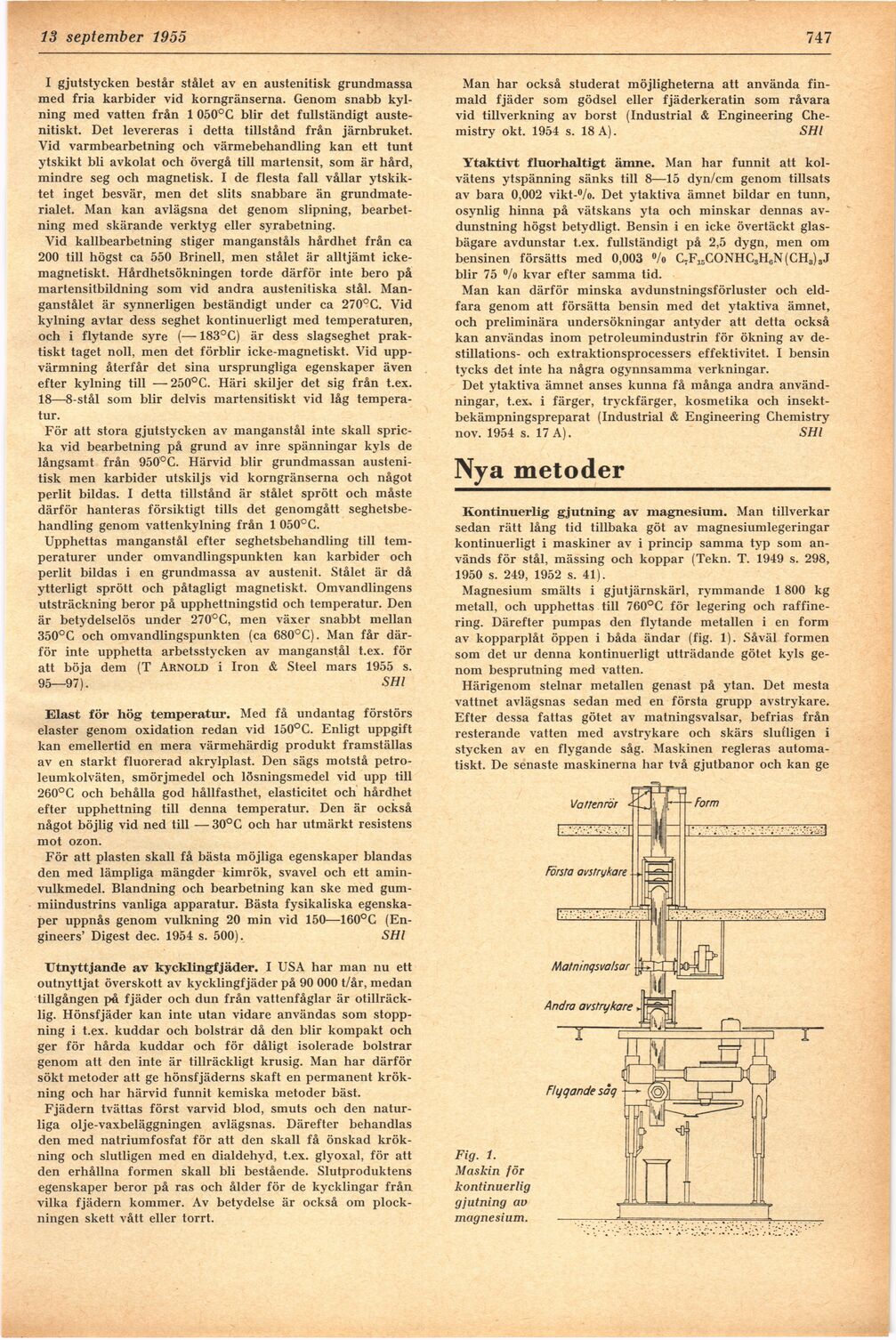
Magnesium smälts i gjutjärnskärl, rymmande 1 800 kg
metall, och upphettas till 760°C för legering och
raffinering. Därefter pumpas den flytande metallen i en form
av kopparplåt öppen i båda ändar (fig. 1). Såväl formen
som det ur denna kontinuerligt utträdande götet kyls
genom besprutning med vatten.
Härigenom stelnar metallen genast på ytan. Det mesta
vattnet avlägsnas sedan med en första grupp avstrykare.
Efter dessa fattas götet av matningsvalsar, befrias från
resterande vatten med avstrykare och skärs slutligen i
stycken av en flygande såg. Maskinen regleras
automatiskt. De senaste maskinerna har två gjutbanor och kan ge
Fig. 1.
Maskin för
kontinuerlig
gjutning av
magnesium.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}