
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 27 - Elgnistbearbetning, av Emanuel Warsztacki

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Elgnistbear betning
Civilingenjör Emanuel Warsztacki, Stockholm
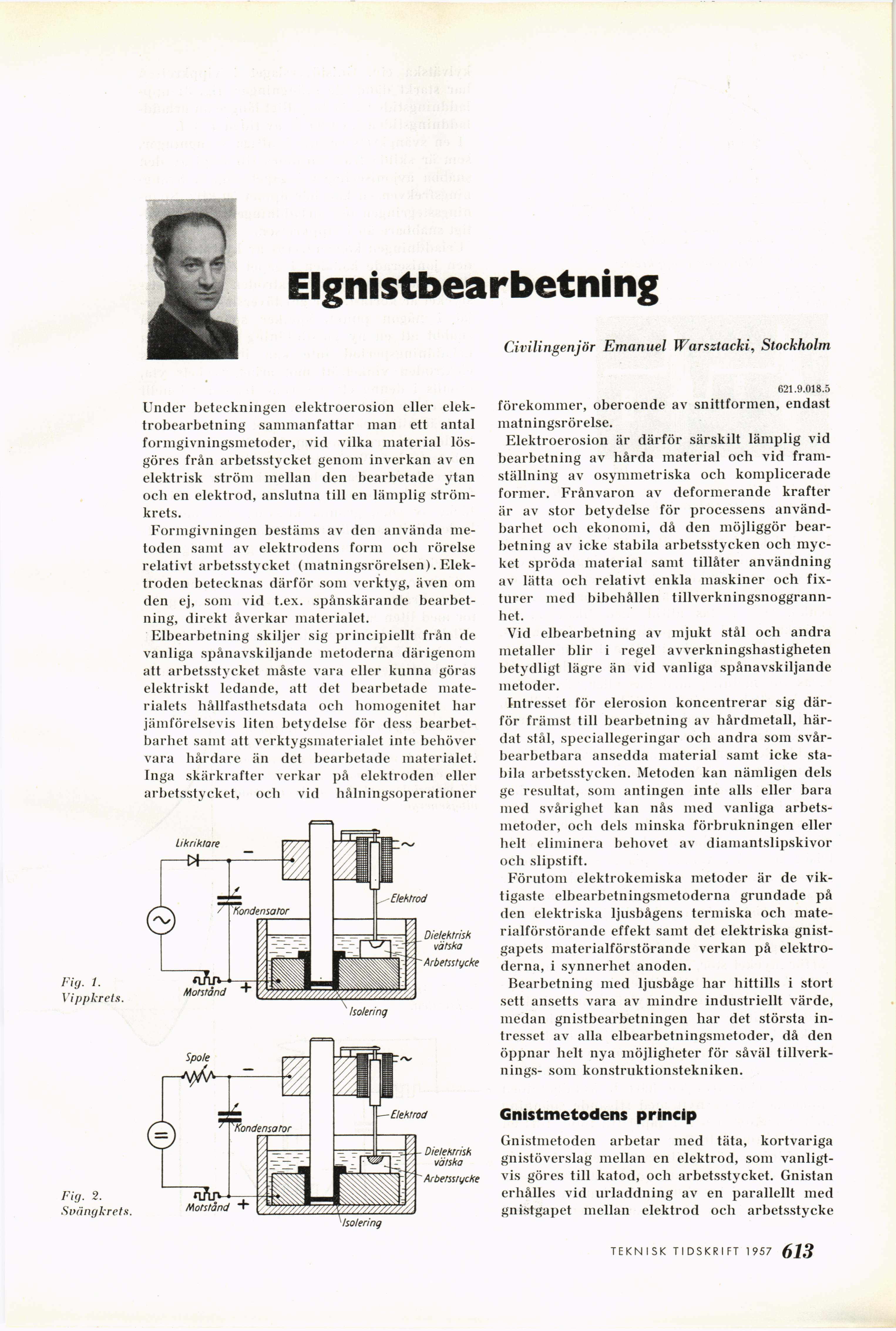
Fig. t.
Vippkrets.
Under beteckningen elektroerosion eller
elek-trobearbetning sammanfattar man ett antal
formgivningsmetoder, vid vilka material
lös-göres från arbetsstycket genom inverkan av en
elektrisk ström mellan den bearbetade ytan
ocli en elektrod, anslutna till en lämplig
strömkrets.
Formgivningen bestäms av den använda
metoden samt av elektrodens form och rörelse
relativt arbetsstycket (matningsrörelsen).
Elektroden betecknas därför som verktyg, även om
den ej, som vid t.ex. spånskärande
bearbetning, direkt åverkar materialet.
Elbearbetning skiljer sig principiellt från de
vanliga spånavskiljande metoderna därigenom
att arbetsstycket måste vara eller kunna göras
elektriskt ledande, att det bearbetade
materialets hållfasthetsdata och homogenitet liar
jämförelsevis liten betydelse för dess
bearbet-barhet samt att verktygsmaterialet inte behöver
vara hårdare än det bearbetade materialet.
Inga skärkrafter verkar på elektroden eller
arbetsstycket, och vid hålningsoperationer
Fig. 2.
Svängkrets.
621.9.018.5
förekommer, oberoende av snittformen, endast
matningsrörelse.
Elektroerosion är därför särskilt lämplig vid
bearbetning av hårda material och vid
framställning av osymmetriska och komplicerade
former. Frånvaron av deformerande krafter
är av stor betydelse för processens
användbarhet och ekonomi, då den möjliggör
bearbetning av icke stabila arbetsstycken och
mycket spröda material samt tillåter användning
av lätta och relativt enkla maskiner och
fix-turer med bibehållen
tillverkningsnoggrannhet.
Vid elbearbetning av mjukt stål och andra
metaller blir i regel avverkningshastigheten
betydligt lägre än vid vanliga spånavskiljande
metoder.
Intresset för elerosion koncentrerar sig
därför främst till bearbetning av hårdmetall,
härdat stål, speciallegeringar och andra som
svår-bearbetbara ansedda material samt icke
stabila arbetsstycken. Metoden kan nämligen dels
ge resultat, som antingen inte alls eller bara
med svårighet kan nås med vanliga
arbetsmetoder, och dels minska förbrukningen eller
belt eliminera behovet av diamantslipskivor
och slipstift.
Förutom elektrokemiska metoder är de
viktigaste elbearbetningsmetoderna grundade på
den elektriska ljusbågens termiska och
niate-rialförstörande effekt samt det elektriska
gnist-gapets materialförstörande verkan på
elektroderna, i synnerhet anoden.
Bearbetning med ljusbåge har hittills i stort
sett ansetts vara av mindre industriellt värde,
medan gnistbearbetningen har det största
intresset av alla elbearbetningsmetoder, då den
öppnar belt nya möjligheter för såväl
tillverknings- som konstruktionstekniken.
Gnistmetodens princip
Gnistmetoden arbetar med täta, kortvariga
gnistöverslag mellan en elektrod, som
vanligtvis göres till katod, ocli arbetsstycket. Gnistan
erhålles vid urladdning av en parallellt med
gnistgapet mellan elektrod och arbetsstycke
TEKNISK TIDSKRIFT 1957 5 77
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}