
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 27 - Elgnistbearbetning, av Emanuel Warsztacki
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
stål öka 200—350 %. Även stansverktyg lär få
betydligt längre livstid efter denna
behandling, som dock inte rekommenderas för
verktyg för bearbetning av mjukt stål vid höga
skärhastigheter.
Liknande erfarenheter tycks man ha gjort i
England vid elektrisk bearbetning med
elektroder som innehåller diamant- eller
borkarbid-partiklar.
Maskiner för gnistbearbetning
Det finns flera produktionsmaskiner som
arbetar med impulsaggregat, de flesta avsedda
för upptagning av hål eller kaviteter, fig. 11,
och de liknar till det yttre vertikalfräs- eller
små jiggborrmaskiner. Verktyget — elektroden
— är monterat höj- och sänkbart i vertikal led.
Ett uppspänningsbord kan flyttas i
horisontalplanet. På bordet i en öppen behållare för
kylvätskan finns någon anordning för
fastspänning av arbetsstycket, fig. 12.
Gnistbearbetning kan också användas vid
plan- eller rundbearbetning, fig. 13, eller vid
verktygsslipning", fig. 14. Det går härvid
utmärkt att bygga om konventionella maskiner
genom att ersätta den vanliga slipskivan med
en mässingsskiva, minska dess varvtal till ca
100 r/m, elektriskt isolera verktyget (skivan)
från maskinen i övrigt samt ansluta den
elektriska utrustningen. Den dielektriska vätskan
tillför man gapet mellan skivan och
arbetsstycket på samma sätt som normalt, t.ex.
borr-emulsion6.
Maskinerna matas med växelström som
likriktas. Gapet mellan elektroden och
arbetsstycket regleras i de flesta fall av en
servo-anordning, som styres av spänningen mellan
elektrod och arbetsstycke. Maskinerna arbetar
med spänningar på 10—110 V och
kapacitan-ser på 2—100 ^iF. Vid hålning" används
strömstyrkor på 5—15 A och vid planing upp till
100 A.
Som elektrodmaterial lämpar sig koppar,
mässing, andra kopparlegeringar med t.ex. 96 %
Cu och 4 % Cd, förkromad koppar etc. För
hål med mycket små diametrar använder man
volfram- eller iridiumelektroder. Gapets
storlek anges till 50—100—150 ^ vid 20—60—110
V i fotogen. Vid finbearbetning väljer man ett
gap av 25 u, vid skrubbning 500
Gnisturladdningen blir alltid kraftigare vid
skarpa kanter och spetsar och detta måste man
beakta vid verktygets formgivning. Vid mera
komplicerade former måste man utprova den
lämpligaste elektrodformen. För hål med
större diametrar använder man lämpligen rör.
Räknar man med 0,1 mm volframtråd som
klenaste användbara verktyg, blir minsta
håldiametern 0,15—0,2 mm. Här måste dock
håldjupet begränsas till ca 2 mm på grund av
svårigheten att tillföra kylvätska.
En schweizisk maskin8 arbetar med
frekvenser på upp till 200 kHz. Maximala
avverkningen uppges till 0,5 cmVmin och profildjupet
vid finbearbetning till 1 u.
Fig. 11.
Sektioner upptagna
med
gnistbear-betningsmaskin
enligt
vippkrets-metoden.
skiktets struktur ändras till följd av
värmeutvecklingen i samband med gnistöverslaget.
Under urladdningen uppges den bearbetade
ytan bli uppvärmd till flera tusen grader och
därefter snabbt avkyld. Enligt Nosov och
By-kov3 bildas i härdat stål ett
austenitiskt-mar-tensitiskt ytskikt som är hårdare än
grundmaterialet men mjukare än materialet i icke
anlöpt tillstånd.
Stål med relativt låg kolhalt blir anlöpt.
Strukturförändringarna är ej fullständiga på grund
av förloppets korta varaktighet. Den
bearbetade ytan absorberar en del av de i gnistgapet
genom pyrolys bildade gaserna och ett vitt
ytskikt erhålls. Detta liar gott nötningsmotstånd
och dessutom korrosionsfördröjande
egenskaper. Utmattningshållfastheten minskas dock.
Det vita ytskiktets tjocklek varierar mellan 0,01
och 0,04 mm med materialet i arbetsstycket,
spänningen i gapet samt kylvätskans
sammansättning. Under detta hårda ytskikt bildas ett
skikt av glödgat material med en tjocklek av
0,4 mm. Det glödgade skiktets hårdhet anges
ligga 200—300 Vickers-enheter under det övre
(vita) skiktets hårdhet.
Nosov och Bykov beskriver även en
vthärd-ningsprocess genom gnistbearbetning i luft av
stålytor med elektroder av hårdmetall eller
grafit. Arbetsstyckets yta impregneras med ett
stort antal karbidpartiklar, samtidigt som den
absorberar kväve från atmosfären och
undergår en värmebehandling genom snabb
uppvärmning och lika snabb avkylning. Ytskiktet
kan efter denna beläggning endast slipas mot
borkarbid- eller diamantskivor. Skiktet är dock
ganska tunt. Utslitningstiden för verktyg med
pålagt ytskikt uppges vid svarvning av snabb-
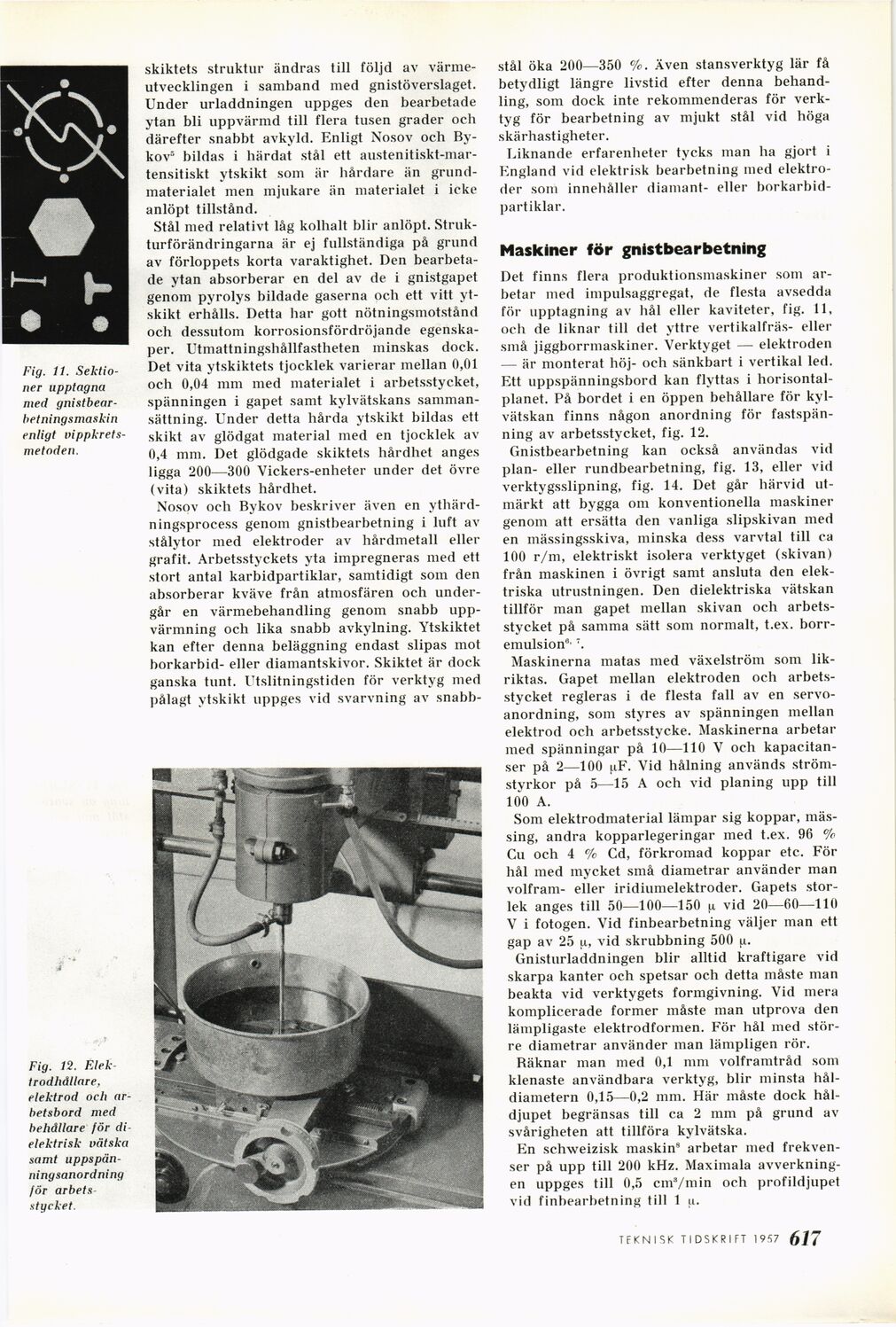
Fig. 12. Elek
trodhdllare,
elektrod och
arbetsbord med
behållare för
di-elektrisk vätska
samt
uppspän-ning sanordning
för arbets
stycket.
TFKNISK TIDSKRIFT 1957 f}JJ
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}