
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 32 - Debatt: Elgnistbearbetning, av Th. Malmer - Nya produkter - Isolermaterial av asbest - Ett värmeelement för evaporatorer
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
debatt
Elgnistbearbetning
Emanuel Warsztacki har redogjort för formgivning
och ytbearbetning av metaller genom elektroerosion
(Tekn. T. 1957 s. 613). Det kan vara skäl att i
anslutning till denna presentation av en ny
tillverkningsmetod också beröra en med metoden förbunden
brandrisk, som redan givit sig till känna i form av
en brandskada i slutet av 1956.
I detta fall har brand inträffat i en maskin för
gnistbearbetning då den lämnats att arbeta för sig
själv över ett veckoslut. Elden har inte spritt sig
utanför maskinen, men plastisoleringen i maskinens
elektriska installation har givit upphov till starkt
korroderande rökgaser. Dessa angrep byggnaden,
den övriga maskinparken, mätinstrument och
leve-ransklara pressverktyg varigenom den totala skadan
blev avsevärd.
Av allt att döma har branden börjat genom
antändning av den fotogen som användes som
kylvätska. Man har starka skäl att anta att fotogenytan
antändes därigenom att den inte täckt
bearbetningsytan tillräckligt. Arbetsstyckets överyta har
nämligen konstaterats ligga ett par millimeter högre än
bräddavloppet för kylvätskan och i bästa fall har
fotogenytan nått 1—2 mm över arbetsstyckets
överkant.
Huruvida antändningen skett genom den
regelmässiga gnistbildningen, genom kortslutning mellan
verktyg och arbetsstycke eller genom överledning på
grund av metallslammet i kylvätskan har inte
kunnat klarläggas. Av branden kan man emellertid sluta
sig till följande enkla säkerhetsregler, som bör
iakttas vid användning av gnistbearbetningsmetoden och
som att döma av den åberopade artikeln också
sammanfaller med de produktionstekniska önskemålen:
Brännbar kylvätska bör ges tillräcklig nivå över
arbetsstycket — 3 till 5 cm har nämnts som en
önskvärd siffra — och cirkulationen bör vara
tillräckligt snabb för att ge effektiv kylning och
bortledning av metallpartiklar.
Kylvätskenivån bör kontrolleras av en
flottörbry-tare, som bryter strömmen i gnistkretsen om nivån
sjunker under en viss gräns.
Cirkulationspumpen bör vara elektriskt förreglad
med gnistkretsen så att gnistbildningen upphör om
cirkulationspumpen stannar.
I den mån avverkat material kan förorena
kylvätskan så att den blir elektriskt ledande bör någon
form av slamavskiljning anordnas.
Den elektriska kretsen som sörjer för
gnistmatning-en bör om möjligt utrustas med säkringar eller
brytare, som är tillräckligt känsliga för att bryta vid
sådana överslag eller kortslutningar, som kan leda
till förgasning och antändning av kylvätskan.
Det ligger tydligen i metodens natur att
gnistbear-betningsmaskiner med fördel lämnas att arbeta utan
tillsyn. Man kan diskutera om detta är försvarligt
när man direkt utsätter brännbar vätska för
an-tändningsrisk. Om det är av väsentlig ekonomisk
betydelse att maskinerna får arbeta utan tillsyn bör
det också vara ekonomiskt försvarligt att utrusta
maskinerna med automatiskt verkande kolsyre- eller
skumsläckning. Den ökade trygghet som vinnes
därigenom bör vara av stort intresse både för
verktygstillverkare och deras beställare, inte minst med tanke
på de indirekta förluster som ett produktionsavbrott
kan vålla.
Det nu relaterade skadefallet har berört en maskin
där arbetsstycket är eller borde vara helt nedsänkt
under kylvätskan. Vid gnistbearbetning för
plan-eller rundbearbetning, som också omnämnes av
Warsztacki, får tydligen kylvätskan strömma
relativt fritt mellan arbetsstycket och katoden. Även om
det av produktionstekniska skäl är önskvärt att
vätskan fullständigt täcker gnistgapet förefaller det
som om även i detta fall risk finns att kylvätskan
antändes. Om sådana maskiner lämnas att arbeta
utan tillsyn förefaller alltså automatiska
släckningsanordningar också önskvärda. Th. Malmer
nya produkter
Isolermaterial av asbest. Formstycken av enbart
långfibrig hornbländeasbest, kallade Caposit, tål
upp till 540°C. Vid denna temperatur kan de därför
användas för isolering i ett skikt av erforderlig
tjocklek. Materialets volymvikt är 150 kg/m3. Dess
hållfasthet möjliggör tillverkning av formstycken
med upp till ca 1 nr yta.
Man kan erhålla rörskålar bestående av två
halvcylindriska delar i längder på 0,9114 m (3’) för rör
med ytterdiametrar på 266—406 mm samt plana
plattor med 0,07-—1,115 nr yta och 25—127 mm
tjocklek.
Vidare kan högtemperaturplattor (Caposil) som tål
upp till 1 000°C erhållas i tjocklekar på 25—102 mm
och ytor på 0,07—0,56 m2. De är tillverkade av
långfibrig hornbländeasbest, kiselgur och ett
bindemedel. Materialet lär inte förändras av vatten eller
ånga.
Tillverkare iir The Cape Asbestos Co. Ltd., London,
som i Sverige representeras av Fabris AB
Fabriksskorsten, Malmö.
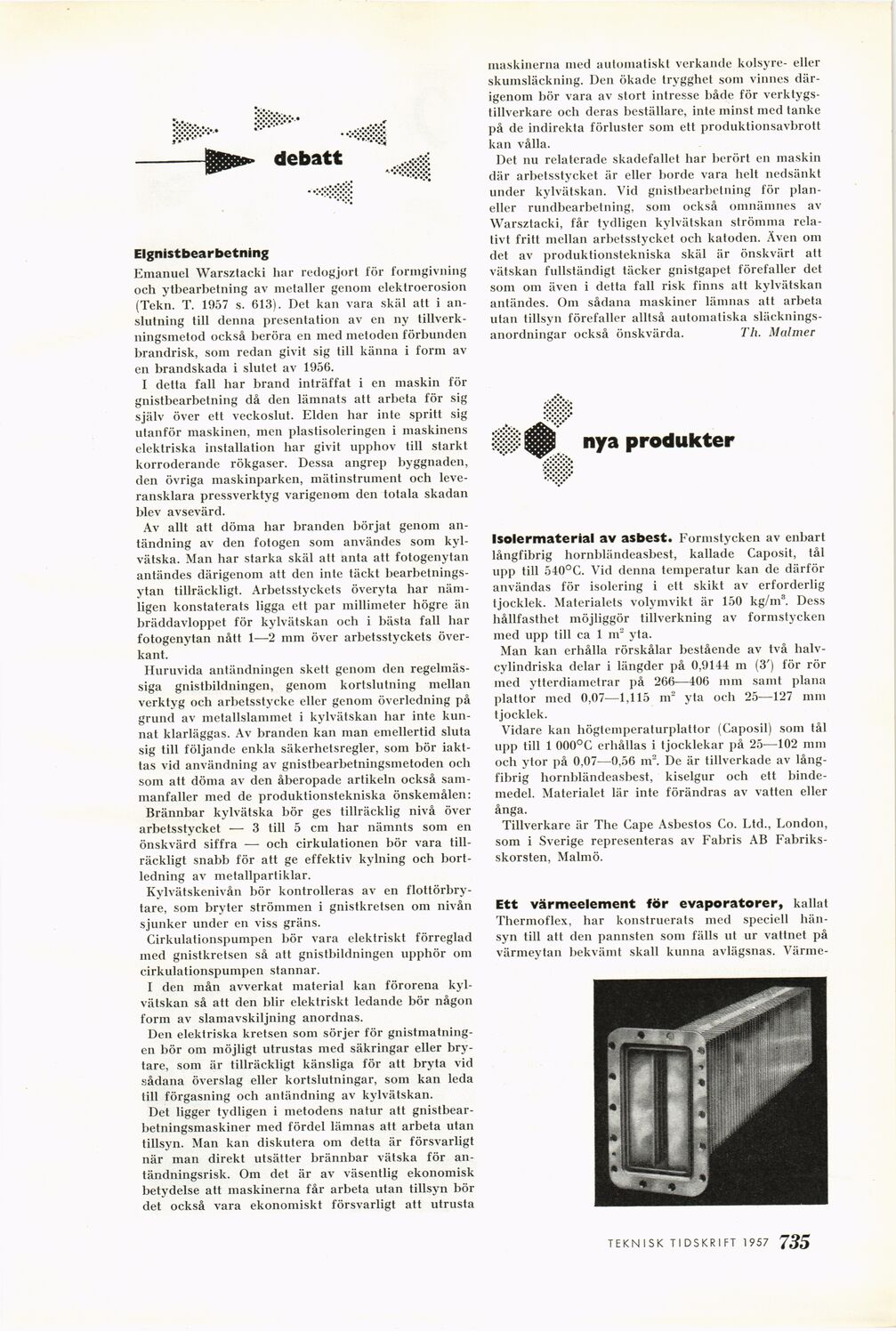
Ett värmeelement för evaporatorer, kallat
Thermoflex, har konstruerats med speciell
hänsyn till att den pannsten som fälls ut ur vattnet på
värmeytan bekvämt skall kunna avlägsnas. Värme-
TEKNISK TIDSKRIFT 1957 7 09
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}